
الحاسوب في أنظمة التحكم
نظرة على أحدث التطورات في التحكم المتضمنة استخدام تكنولوجيا المعلومات.
قد يكون من المناسب إنهاء الوحدة 5 بنظرة عامة على مشاركة الحواسيب في أنظمة التحكم.
تعريف القاموس لمصطلح ‘حاسوب’ هو ‘جهاز إلكتروني قابل للبرمجة يمكنه تخزين البيانات واسترجاعها ومعالجتها’. يشمل هذا التعريف المُتحكِّمات الأساسية ذات الحلقة الواحدة والمتعددة الموجودة عادة في الصناعات العملية حيث تُقرأ حالة بواسطة حسَّاس، وتُقارَن مع قيمة مُعيَّنة في المُتحكِّم عبر بعض الروتينات الرياضية المنفذة لتحديد الإجراء التصحيحي المطلوب، متبوعاً بمخرج إشارة مناسبة. معدل تطوير رقاقة الحاسوب وتأثيرها على جميع جوانب الحياة معروف جيداً. يُشير معدل التقدم في تكنولوجيا التحكم حتماً إلى أن بعض التعليقات التالية ستكون قديمة عند قراءتها. التاريخ تعود المُتحكِّمات المستقلة ذات الحلقة الواحدة إلى المُتحكِّمات الهوائية التي، من خلال الاستخدام العبقرى للصمامات والفوّهات، كانت تستطيع تقريباً وظائف PID الأساسية. غالباً ما كانت هذه المُتحكِّمات المعقدة والمكلفة توجد في مجمعات بتروكيماوية كبيرة حيث كان التحكم الدقيق في العملية، فضلاً عن السلامة الجوهرية (غياب الشرر الذي يمكن أن يشعل حريقاً) ضرورياً.
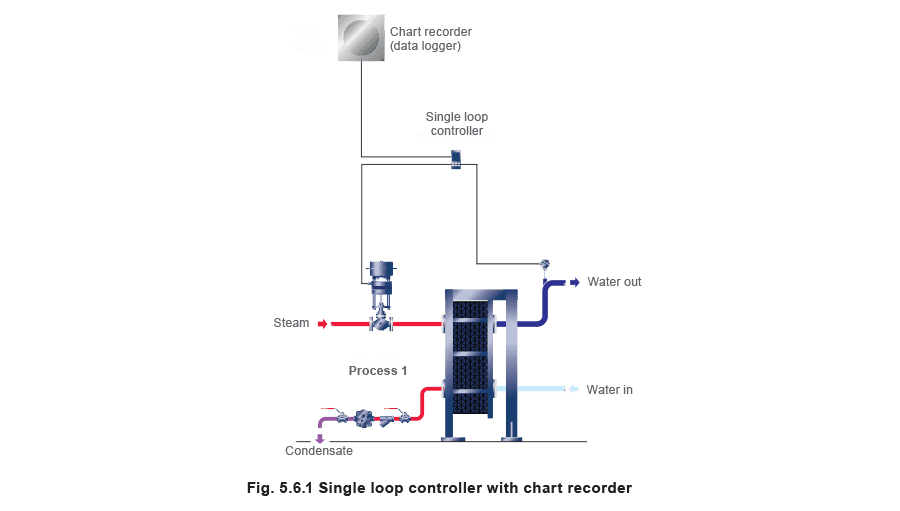
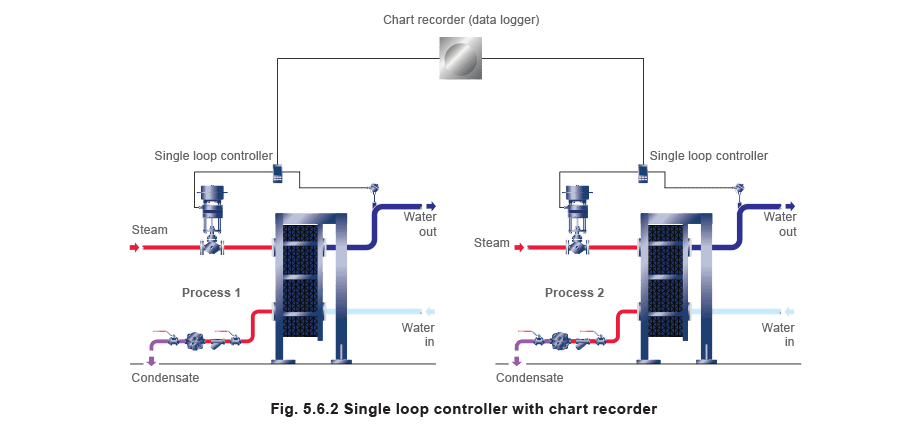
غالباً ما كانت هذه العمليات متصلة فردياً بمسجلات مخطط دائرية محلية (الشكل 5.6.1)؛ بدلاً من ذلك، كانت عدة عمليات متصلة بمسجلات متعددة الأقلام في غرف التحكم (الشكل 5.6.2). بينما أتاحت المسجلات متعددة الأقلام مراجعة عدة معايير معاً، إلا أن آليات الأداة وعدد الخطوط على مخطط واحد حددت فعلياً استخدامها إلى حوالي اثني عشر مدخلاً.
استبدلت الحواسيب الأولى المستخدمة في أنظمة التحكم مسجلات المخطط الرئيسية في غرفة التحكم. جمعت المعلومات (أو البيانات) من عدد أكبر بكثير من النقاط حول المنشأة. كانت تُعرف عموماً بـ ‘واصمات البيانات’ (الشكل 5.6.3)، ولم يكن لها مدخل في تشغيل المنشأة.
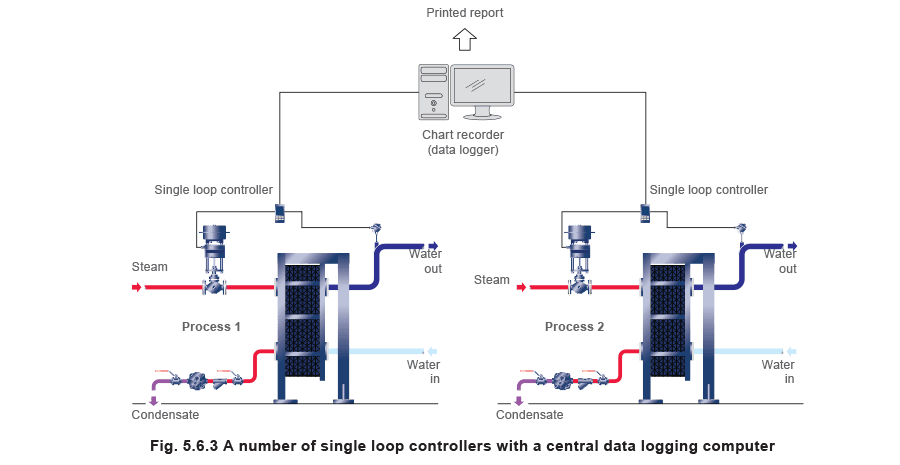
غالباً ما كانت هذه الحواسيب المبكرة مبرمجة لطباعة تقارير على فترات زمنية محددة على ورقة طباعة مستمرة. عن طريق استخراج البيانات يدوياً من مطبوعات الحاسوب، كان مدير المنشآت قادراً على مراجعة تشغيل مجموعته ككل، مقارنة أداء أجزاء مختلفة من المنشأة، والبحث عن تدهور في الأداء الذي يشير إلى الحاجة إلى إيقاف، إلخ.
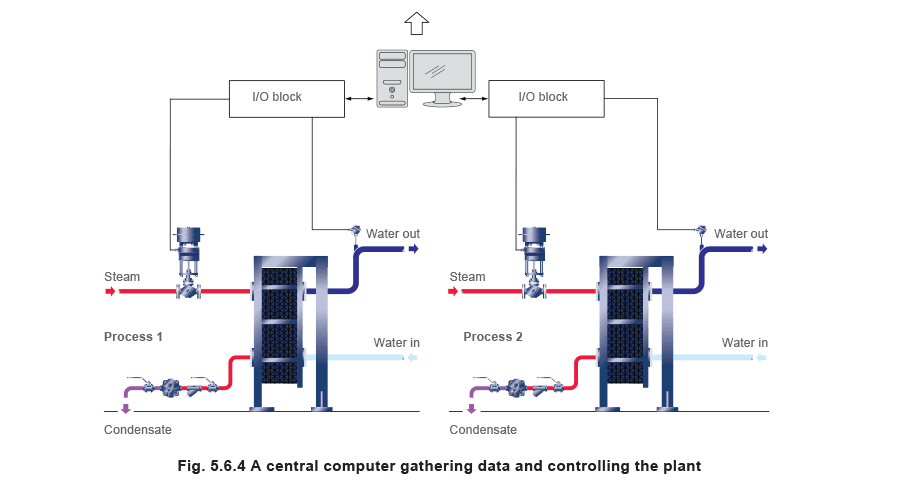
في منتصف السبعينيات، بدأت عدد من شركات الأدوات المعروفة بتسويق أنظمة تحكم رقمية. استخدمت هذه الأنظمة وحدة حاسوب مركزية، تأخذ المدخلات من الحساسات، وتنفذ الروتينات الرياضية، وتوفّر مخرجاً لأجهزة التحكم ذات الصلة المختلفة. كما حافظت على سجل للأحداث للمراجعة (انظر الشكل 5.6.4).
ملاحظات مهمة:
- لا يمكن للحاسوب الشخصي (PC) قبول إشارات الأدوات الأولية (4 - 20 مللي أمبير، 0 - 10 فولت) من جهاز التحكم. كان جهاز الدخل / الخرج (I / O) مطلوباً للترجمة بين الاثنين. كان لكل من مصنعي I / O وسيلة فريدة لتحقيق هذا، مما يعني أن الأنظمة لم تكن متوافقة تماماً كما كان مُخطَّطاً لها.
- في البداية، كانت أجهزة I / O في غرفة التحكم الرئيسية للمنشأة، وكل قطعة معدات فردية متصلة بغرفة التحكم الرئيسية بكابل إشارة خاص بها. هذا يعني أنه في منشأة كبيرة، كان تركيب الكابلات وإدارتها مسألة مهمة، من حيث حجمها المادي والتكلفة المقابلة.
- مع تقدم التكنولوجيا، انتقل جهاز I/O إلى المنشأة، وانخفضت كمية الكابلات إلى غرفة التحكم، لكنها كانت لا تزال كبيرة. أدت هذه الأنظمة الرقمية للتحكم إلى تطوير:
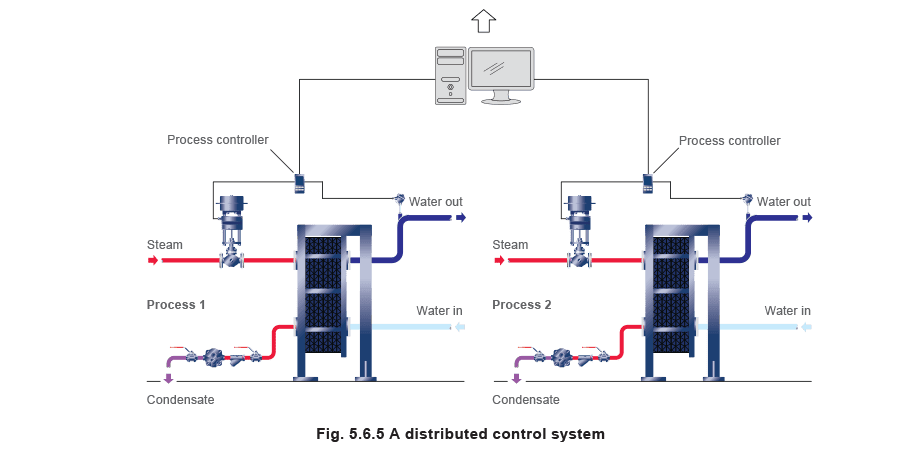
- أنظمة التحكم الموزعة (DCS)
- أنظمة الرقابة واكتساب البيانات (SCADA)، و
- أنظمة إدارة المباني (BMS) … جميعها في استخدام واسع اليوم (انظر الشكل 5.6.5).
حدث قفزة كبيرة في أواخر الثمانينيات مع تقديم الحاسوب الشخصي وبيئة شاشة Windows ونظام تشغيل الحاسوب. وفرت منصة قياسية لأنظمة التحكم الرقمية السابقة، حيث احتاجت جميع شركات الأدوات للعمل بتنسيق مشترك. كانت ميزة أنظمة Windows أن المعلومات قابلة للتبادل بنفس الطريقة التي يمكن لمستخدم الحاسوب الشخصي اليوم تبادل البيانات بحرية بين Word و ‘Excel’ و ‘PowerPoint’. سميت ‘لغة’ تبادل البيانات هذه بتبادل البيانات الديناميكي (DDE)، وتطورت لاحقاً إلى ربط وتضمين الكائنات (OLE). عُدِّل هذا لاحقاً لتحكم العمليات ليصبح OLE للتحكم في العمليات (OPC)، ولا يزال يُستخدم حتى الآن.
استخدام الحواسيب يعني أيضاً أن خيارات عرض التاريخ كانت أسهل بكثير. بدلاً من الاقتصار على المطبوعات والبيانات اليدوية، يمكن لمدير المنشآت استخدام برامج رسم بياني قوية، وتحليل الاتجاهات، وإضافة الألوان، وضبط المقاييس واستخدام الرموس؛ يمكن رسم متغيرات مختلفة مقابل بعضها البعض، وأداء مقارنة مصانع مختلفة.
تستخدم أنظمة الأتمتة الحديثة الحاسوب بوصفه ‘نافذة’ على العملية. يستخدم المشغّل الحاسوب لمراقبة ما يحدث في المنشأة ككل، ونقاط الضبط ومقاييس التحكم، مثل PID، لمُتحكِّمات المنشآت الفردية، مما يترك المُتحكِّمات الفردية لتشغيل خوارزميات PID ومنطق التحكم.
consequently لا تزال المُتحكِّمات المستقلة ذات مكانها في أنظمة الأتمتة الحديثة لأنها في التحكم النهائي، لكن المُتحكِّم عادة يأخذ شكل PLC (مُتحكِّم منطقي قابل للبرمجة) أو جهاز مُثبَّت على رف متعدد الحلقات. تختلف هذه في مظهرها اختلافاً كبيراً عن مُتحكِّمات PID ذات الحلقة الواحدة. بدلاً من أن يستخدم المشغّل لوحة مفاتيح لتغيير نقطة الضبط ومعايير التحكم الأخرى عند المُتحكِّم، يتم تغييرها بواسطة مشغّل عند حاسوب، يُنزِّل إلكترونياً المعلمة المطلوبة إلى المُتحكِّم. في حالة فشل الحاسوب المركزي، يستمر المُتحكِّم المستقل بمعلماته الحالية أو ينتقل إلى حالة آمنة، مما يضمن استمرار تشغيل المنشأة بأمان.
الخطوة التالية الرئيسية كانت نظام معروف بـ ‘Fieldbus’.
يستخدم Fieldbus نظام كابلات رقمي واحد، يُوصَّل كل عنصر (انظر الشكل 5.6.6).
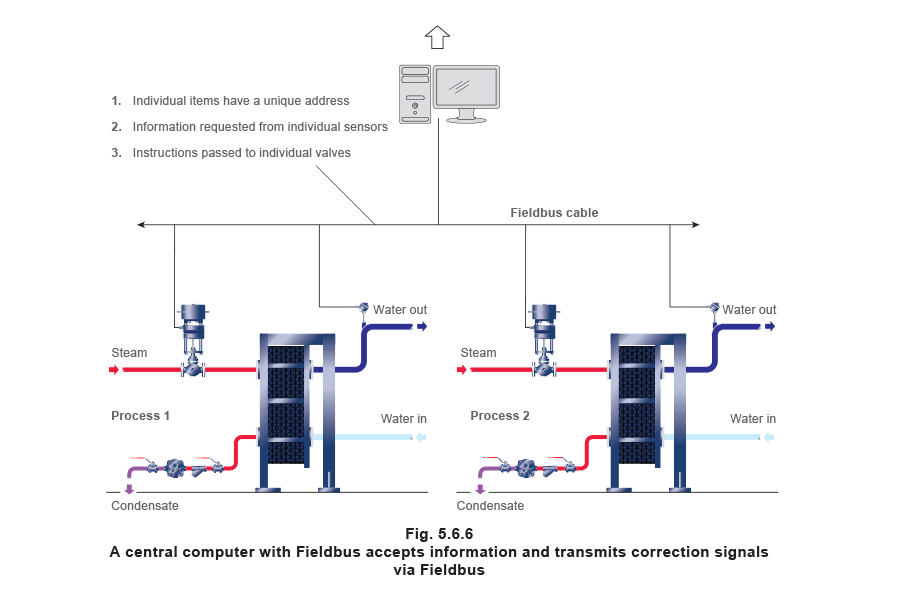
يُعطى كل عنصر (حَسَّاس، مُتحكِّم، وجهاز متحكَّم به) عنواناً فريداً، يُستخدم إما لطلب المعلومات (ربما من حسَّاس) أو لاتخاذ إجراء معين (ربما إغلاق صمام تحكم).
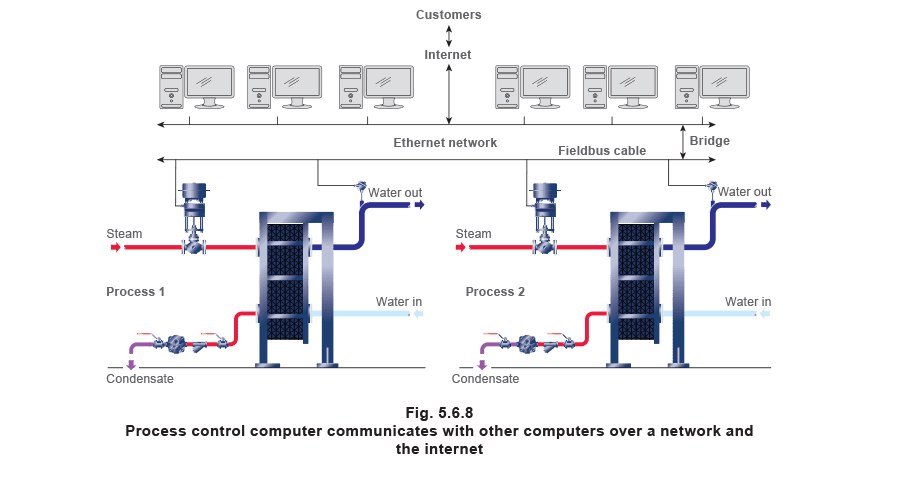
ومع ذلك، هذه الأنظمة معقدة ويمكن أن تكون مكلفة. يحتاج شبكة Fieldbus إلى مُتحكِّم رئيسي لتنظيم الاتصالات ومنطق التحكم على Fieldbus. كما يحتاج طريقة للربط بين Fieldbus وشبكات الحاسوب حتى يمكن مشاركة المعلومات (انظر الشكل 5.6.8). جهاز يجمع بين دور مُتحكِّم Fieldbus ويوفّر الجسر إلى شبكة حاسوبية يُسمى ‘جسر’ أو ‘مُتحكِّم رئيسي’ (انظر الشكل 5.6.7).

على جانب العملية يمكن للجسر أن:
- يطلب ويستقبل البيانات من عدد من الحساسات.
- يستخدم هذه المعلومات في روتات رياضية معقدة لتحديد الإجراء التصحيحي المطلوب وإرساله إلى أجهزة التحكم مثل الصمامات.
- يمكنه طلب من المعدات بدء روتين تشخيصي، وإصدار تقرير. على جانب شبكة الحاسوب يمكنه توفير:
- بيانات تاريخية للمعدات، مثل تاريخ ونتائج الروتينات التشخيصية الأخيرة.
- إنذارات عندما تتجاوز العملية أو المعدات المعايير المُعيَّنة.
- بيانات تاريخية وحالية مفصلة عن أداء المنشآت.
ملاحظات مهمة:
- تختلف الجسور في تعقيدها ولكن قد تتحكم في أكثر من 50 عملية؛ ما يعادل 50 مُتحكِّم PID ذات حلقة واحدة.
- إذا كان هناك المزيد من العمليات للتحكم، يمكن استخدام أكثر من جسر.
- يمكن وضع الجسور في نقاط مناسبة حول المنشأة.
- لا يعرض الجسر عادةً معلومات، وليس لديه أي أزرار للضغط. هو ببساطة بوابة إلكترونية؛ يتم كل التفاعل معه عبر الحاسوب. على الرغم من أن Fieldbus نظرياً تكنولوجيا مشتركة، إلا أن هناك اختلافات بين المنتجات والبروتوكولات المستخدمة من قبل مصنعين مختلفين. تتضمن الأسماء الشائعة في Fieldbus:

ملاحظات مهمة: بروتوكولات ومنتجات Fieldbus غير متوافقة مباشرة مع بعضها البعض. هناك طرق لدمج Fieldbus المختلفة ولكن قد تكون مكلفة. هذا يعني أن المستخدمين سيعتمدون عموماً نظاماً واحداً حصرياً.
- يمكن لأنظمة Fieldbus دمج أدوات الإشارة القديمة (4 - 20 مللي أمبير، 0 - 10 فولت إلخ). ومع ذلك، يجب ربط الإشارات مع Fieldbus بواسطة وحدات I / O وبذلك تُفقد العديد (وليس جميع) من فوائد Fieldbus.
- هذا يعني أنه بمجرد اعتماد نظام Fieldbus معين في منشأة، من غير المعتاد أن يفكر المستخدم حتى في بروتوكول بديل. مع تقدم تكنولوجيا التحكم، يتقدم الحاسوب أيضاً. تستطيع الحواسيب التواصل مع بعضها البعض عبر الشبكات (LAN - شبكة محلية): يمكن لأقسام المالية والمخازن والإنتاج والتسويق والمبيعات داخل منظمة مشاركة البيانات بسهولة، ولها مستويات سلطة مختلفة لتنفيذ مهام متنوعة. حتماً، تم توصيل حاسوب تحكم العمليات بالشبكة، مما يتيح للأشخاص المخولين عرض وتعديل تشغيل المنشأة من حاسوب في مكتب.
مع تglobal manufacturing، طُوِّرت شبكات المنطقة الواسعة (WAN). وبالتالي، يمكن لممهندس located in London مثلاً استجواب حاسوب منشأة في مصنع شركته في نيويورك.
تأثير تكنولوجيا التحكم والاتصالات هذه هائل. المعرفة والخبرة والمعدات موجودة الآن حيث:
- يمكن لحاسوب مخازن العميل، استجابةً لأمر ‘حد أدنى للمخزون’ أو خطة إنتاج، تقديم طلب عبر الإنترنت.
- يستقبل الطلب حاسوب المورّد الذي:
- يستجوب مخزون المخزن للمنتج ويُرسله، أو
- يُعدِّل جدول الإنتاج لتضمين الطلب، وربما حتى يُعدِّل تعليمات العملية لإنتاج منتج معين.
• يرتب الحاسوب إرسال المنتج ويُفوّت العميل.
• لا يتطلب تدخلاً بشرياً. فوائد تكنولوجيا Fieldbus التركيب:
- تقليل أجهزة النظام - يُطلب مُتحكِّمات وأقل توصيلات للتحكم في العملية.
- تقليل تكاليف التركيب - ليس فقط هناك معدات أقل للتركيب، بل التركيب أبسط وأسرع، وبالتالي يعني تقليل كبير في تكاليف المواد والعمالة لتركيب الأسلاك وحوامل الكابلات والقنوات وصناديق التجميع وصناديق التوصيل ووحدات التوصيل.
- مساحة أقل مطلوبة - نظراً لوجود معدات أقل وأقل توصيلات في غرفة التحكم، تتوفر مساحة أكبر لاستخدامات أخرى. وينطبق بالمثل على وجود مساحة أكبر لمعدات الإنتاج في المنشأة.
- رسومات الهندسة - يُنتج الحاسوب تلقائياً رسومات منطق العملية، لذا تكون دائماً دقيقة ومحدّثة. التشغيل:
- السلامة - إجراءات حالة الخطأ مدمجة في البرنامج مع تحديد إجراءات محددة. في حالة فشل الحاسوب الرئيسي، ينتقل التحكم إلى الجسور ‘المحلية’ التي لها مصادر طاقة مستقلة ومبرمجة للوضع الافتراضي إلى ‘وضع آمن’ مناسب للعملية.
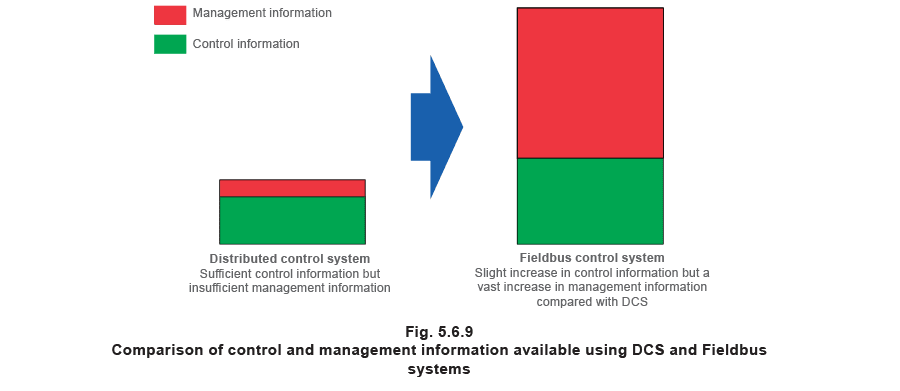
- معلومات عملية متزايدة - تزداد كمية المعلومات المتاحة للمشغلين والإدارة عدة مرات مقارنة بنظام التحكم الموزع (DCS)، انظر الشكل 5.6.9. يسهل استجواب الأجهزة الفردية (مثل الحساسات والصمامات) وعرضها وتحليلها. يمكن عرض وتحليل العملية الكاملة أو أجزاء فردية من العملية لتحديد القيود والقدرة على التحسين وما إلى ذلك.
- الصيانة الاستباقية - يمكن للحاسوب الرئيسي إجراء روتينات تشخيصية مفصلة، واختبار فشل الحسَّاس، وفشل الخرج، وفشل الذاكرة، وخطأ التكوين، وخطأ الاتصال، وموضع الصمام ووقت سفر الصمام المُستخدم، والانزلاق-الالتصاق، وما إلى ذلك. وبالتالي، تستند الصيانة والمعايرة إلى الحالة الفعلية للجهاز بدلاً من فترة زمنية، فتُقلَّل الصيانة إلى ما هو ضروري فقط. يمكن لأجهزة عدة أداء روتينات الصيانة والمعايرة في نفس الوقت.这意味着 إغلاقات أقل أو أقصر، مما يتيح توفر المنشآت المتزايد. يُتجنَّب الوقت والمواد والعمالة المهدرة على الصيانة غير الضرورية، مما يعني أن تكلفة الصيانة مُقلَّلة.
- موثوقية النظام - تعني الصيانة الاستباقية أن المعدات جيدة الصيانة.
- مراقبة الجودة - التحكم المركزي والقدرة على عرض العملية بمجملها أو أجزاء منها يحسّن مراقبة الجودة.
- تقليل المخزون - تعني الاستجابة والمرونة المتزايدتان من المنشأة أن مخزون المنتج يمكن تخفيضه في كثير من الأحيان.
- قطع الغيار - نظراً لتوافق وقابلية استبدال المكونات، لا يرتبط المستخدم بمورد مكون واحد، لذا تكون الأسعار تنافسية. يعني ذلك أيضاً أن مخزون قطع الغيار يمكن تصغيره، مما يوفر التكاليف مرة أخرى.
- الاتصالات - يمكن الوصول إلى نظام التحكم أو أي من مكوناته من أي مكان عملياً، إما عبر شبكات الحاسوب أو الإنترنت. تطوير نظام Fieldbus المرونة:
- يمكن تحديث النظام بسهولة للعمل مع متطلبات عملية مُعدَّلة.
- يمكن توسيع النظام بسهولة لاستيعاب توسعات المنشآت أو العمليات الجديدة.
- التوافق مع أنظمة أخرى يعني أنه يمكن شراء المعدات بأسعار تنافسية.