الأنابيب وتحديد أحجامها لتوزيع البخار
يُعد تحديد حجم الأنابيب جانبًا حاسمًا في تصميم أنظمة البخار. يقدم هذا الوحدة نصائح تفصيلية حول المعايير والجداول الزمنية والمواد وتحديد الأحجام لمختلف أنظمة البخار المشبع والمُحمَّى.
ما هي معايير الأنابيب الدولية؟
توجد العديد من معايير الأنابيب حول العالم، ولكن يمكن القول إن الأكثر انتشارًا عالميًا هي تلك التي وضعها معهد البترول الأمريكي (API)، حيث تُصنَّف الأنابيب أرقام الجداول. تحمل هذه الأرقام علاقة بتصنيف الضغط للأنابيب. توجد أحد عشر جدولًا تتراوح من الأقل وهو 5 مرورًا بـ 10 و20 و30 و40 و60 و80 و100 و120 و140 وصولًا إلى الجدول رقم 160. للأنابيب بمقاس اسمي 150 مم أو أقل، يُعد الجدول 40 (الذي يُسمى أحيانًا “الوزن القياسي”) هو الأخف الذي يمكن تحديده لتطبيقات البخار. بغض النظر عن رقم الجدول، فإن جميع الأنابيب بحجم معين لها نفس القطر الخارجي (مع مراعاة تسامحات التصنيع). مع زيادة رقم الجدول، تزداد سماكة الجدار ويقل القطر الداخلي الفعلي. على سبيل المثال:
- أنبوب 100 مم بالجدول 40 له قطر خارجي 114.30 مم وسماكة جدار 6.02 مم، مما يعطي قطرًا داخليًا 102.26 مم.
- أنبوب 100 مم بالجدول 80 له قطر خارجي 114.30 مم وسماكة جدار 8.56 مم، مما يعطي قطرًا داخليًا 97.18 مم. الجدولان 40 و80 فقط يغطيان النطاق الكامل من 15 مم حتى 600 مم بالمقاسات الاسمية وهما الأكثر استخدامًا في تركيبات أنابيب البخار. تتناول هذه الوحدة أنابيب الجدول 40 كما هو موضح في BS 1600.
يمكن الحصول على جداول أرقام الجداول من BS 1600 التي تُستخدم كمرجع لحجم الأنبوب الاسمي وسماكة الجدار بالمليمترات. يقارن الجدول 10.2.1 أحجام القطر الداخلي الفعلي لأنابيب مختلفة لأرقام جداول مختلفة.
في أوروبا القارية، تُصنع الأنابيب وفقًا لمعايير DIN، ويُدرج أنبوب DIN 2448 في الجدول 10.2.1.
الجدول 10.2.1 مقارنة معايير الأنابيب وأقطار التجويف الفعلية.
الجدول 10.2.1 مقارنة معايير الأنابيب وأقطار التجويف الفعلية.
| Nominal size pip (mm) | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 150 | |
| Bore (mm) | Schedule 40 | 15.8 | 21.0 | 26.6 | 35.1 | 40.9 | 52.5 | 62.7 | 77.9 | 102.3 | 154.1 |
| Schedule 80 | 13.8 | 18.9 | 24.3 | 32.5 | 38.1 | 49.2 | 59.0 | 73.7 | 97.2 | 146.4 | |
| Schedule 160 | 11.7 | 15.6 | 20.7 | 29.5 | 34.0 | 42.8 | 53.9 | 66.6 | 87.3 | 131.8 | |
| DIN 2448 | 17.3 | 22.3 | 28.5 | 37.2 | 43.1 | 60.3 | 70.3 | 82.5 | 107.1 | 159.3 | |
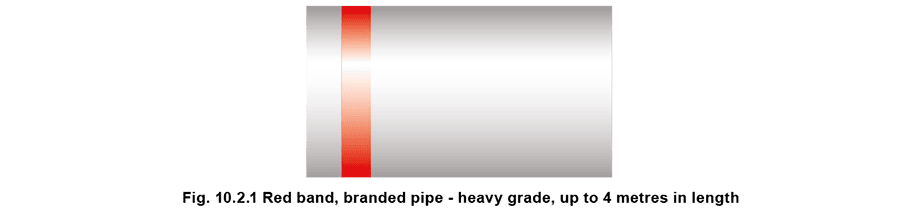
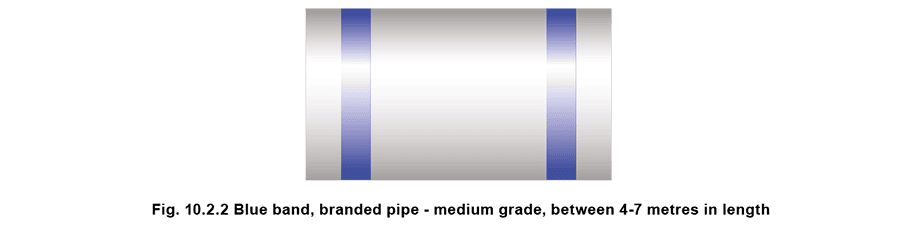
في المملكة المتحدة، تُستخدم أيضًا الأنابيب المصنوعة وفقًا لمعيار EN 10255 (أنابيب فولاذية مناسبة للتفريغ بخيوط BS 21) في التطبيقات التي يتم فيها تفريغ الأنابيب بدلاً من تثبيتها بشفات. تُعرف عادةً بـ “النطاق الأزرق” و”النطاق الأحمر”، ويعود ذلك إلى علامات التعرف الملونة. تشير الألوان المختلفة إلى درجات محددة من الأنابيب:
- النطاق الأحمر، وهو الدرجة الثقيلة، يُستخدم عادةً في تطبيقات أنابيب البخار.
- النطاق الأزرق، وهو الدرجة المتوسطة، يُستخدم عادةً في أنظمة توزيع الهواء، على الرغم من استخدامه أحيانًا في أنظمة البخار منخفض الضغط. يبلغ عرض الأشرطة الملونة 50 مم، وتشير مواقعها على الأنبوب إلى طوله. الأنابيب التي يقل طولها عن 4 أمتار لها شريط ملون عند طرف واحد فقط، بينما الأنابيب التي يتراوح طولها بين 4 و7 أمتار لها شريط ملون عند كل طرف.
ما هو مادة الأنبوب المعتادة لأنظمة البخار؟
تُصنع الأنابيب لأنظمة البخار عادةً من الفولاذ الكربوني وفقًا لمعيار ASME B 16.9 A106. يمكن استخدام نفس المادة لخطوط المكثف، على الرغم من تفضيل أنابيب النحاس في بعض الصناعات. لخطوط البخار المُحمَّى عند درجات حرارة عالية، تُضاف عناصر سبائك إضافية مثل الكروم والموليبدنيم لتحسين مقاس الشد والעמידة ضد الانزلاق عند درجات الحرارة العالية. عادةً، تُספק الأنابيب بطولات 6 أمتار.
تحديد حجم خطوط الأنابيب
تحديد حجم خطوط الأنابيب
أهمية تحديد حجم خطوط الأنابيب
الهدف من أي نظام توزيع سوائل هو تزويد السائل بالضغط الصحيح عند نقطة الاستخدام. وبالتالي، فإن انخفاض الضغط عبر نظام التوزيع يُعد سمة مهمة.
تحديد حجم الأنابيب للسوائل
تُناقش مبرهنة برنولي (دانيال برنولي 1700-1782) في الوحدة 4 - قياس التدفق. أضاف دارسي (دارسي طومسون 1860-1948) أنه لحدوث تدفق للسائل، يجب أن يكون هناك طاقة أكبر في النقطة 1 مقارنة بالنقطة 2 (انظر الشكل 10.2.3). يُستخدم الفرق في الطاقة للتغلب على مقاومة الاحتكاك بين الأنبوب والسائل المتدفق.
يربط برنولي بين التغيرات في الطاقة الكلية للسائل المتدفق وتبديد الطاقة المعبر عنها إما بفقدان رأس hf (م) أو فقدان طاقة نوعي g hf (جول/كجم). هذا في حد ذاته ليس مفيدًا جدًا بدون القدرة على التنبؤ بفقدان الضغط الذي سيحدث في ظروف معينة.
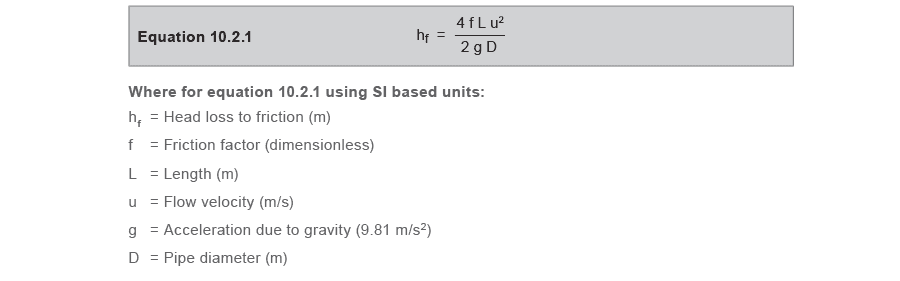
هنا، يتم تقديم أحد أهم آليات تبديد الطاقة داخل السائل المتدفق، وهو فقدان الطاقة الميكانيكية الكلية بسبب الاحتكاك عند جدار الأنبوب الموحد الذي يحمل تدفقًا ثابتًا للسائل. يعتمد فقدان الطاقة الكلية للسائل المتدفق عبر أنبوب دائري على: L = طول الأنبوب (م) D = قطر الأنبوب (م) u = متوسط سرعة تدفق السائل (م/ث) μ = اللزوجة الديناميكية للسائل (كجم/م ث = باسكال ث) italic-p - body text.jpg= كثافة السائل (كجم/م³) kS = خشونة جدار الأنبوب* (م)
- نظرًا لأن تبديد الطاقة يرتبط بالإجهاد القصفي عند جدار الأنبوب، فإن طبيعة سطح الجدار ستكون مؤثرة، حيث يتفاعل السطح الناعم مع السائل بطريقة مختلفة عن السطح الخشن. تُجمع كل هذه المتغيرات في معادلة دارسي-فايسباخ (التي تُشار إليها غالبًا بمعادلة دارسي)، والموضحة في المعادلة 10.2.1. تقدم هذه المعادلة أيضًا حدًا بلا أبعاد يُسمى معامل الاحتكاك، الذي يربط خشونة الأنبوب المطلقة بكثافة السائل وسرعته ولزوجته وقطر الأنبوب. يُسمى الحد الذي يربط كثافة السائل وسرعته ولزوجته وقطر الأنبوب بعدد رينولدز، نسبة إلى أوزبورن رينولدز (1842-1912، من كلية أوينز، مانشستر، المملكة المتحدة)، الذي رائد هذا النهج التقني لفقدان الطاقة في السوائل المتدفقة حوالي عام 1883. معادلة دارسي (المعادلة 10.2.1): قد يتعرف القراء في بعض أنحاء العالم على معادلة دارسي بشكل مختلف قليلاً، كما هو موضح في المعادلة 10.2.2. المعادلة 10.2.2 مشابهة للمعادلة 10.2.1 ولكنها لا تحتوي على الثابت 4.

يرجع السبب في الاختلاف إلى نوع معامل الاحتكاك المستخدم. من الضروري استخدام الإصدار الصحيح من معادلة دارسي مع معامل الاحتكاك المحدد. ربط المعادلة الخاطئة بمعامل الاحتكاك الخاطئ سيؤدي إلى خطأ بنسبة 400%، ومن المهم استخدام التوليفة الصحيحة من المعادلة ومعامل الاحتكاك. تشير المعادلة 10.2.2 عادةً إلى استخدامها من قبل أولئك الذين يعملون تقليديًا بالوحدات الإمبراطورية، ولا تزال تميل إلى الاستخدام من قبل الممارسين في الولايات المتحدة ومنطقة المحيط الهادئ حتى عند تحديد أحجام الأنابيب المتري. تميل المعادلة 10.2.1 إلى استخدامها من قبل أولئك الذين يعملون تقليديًا بالوحدات الدولية وتُستخدم أكثر من قبل الممارسين الأوروبيين. لنفس عدد رينولدز والخشونة النسبية، سيكون “معامل الاحتكاك القائم على الوحدات الإمبراطورية” أكبر بأربعة أضعاف من “معامل الاحتكاك القائم على الوحدات الدولية”. يمكن تحديد معاملات الاحتكاك إما من مخطط مودي أو، للتدفق المضطرب، يمكن حسابها من المعادلة 10.2.3، وهي تطوير لمعادلة كولبروك-وايت.
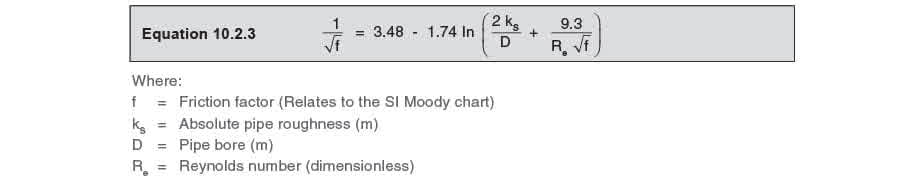
ومع ذلك، فإن المعادلة 10.2.3 صعبة الاستخدام لأن معامل الاحتكاك يظهر على جانبي المعادلة، ولذلك من المحتمل أن تُجرى الحسابات اليدوية باستخدام مخطط مودي.
في مخطط مودي بأسلوب الوحدات الدولية، قد يتراوح مقياس معامل الاحتكاك عادةً من 0.002 إلى 0.02، بينما في مخطط مودي بأسلوب الوحدات الإمبراطورية، قد يتراوح هذا المقياس من 0.008 إلى 0.08. كقاعدة عامة، للتدفق المضطرب مع أعداد رينولدز بين 4,000 و100,000، ستكون معاملات الاحتكاك “القائمة على الوحدات الدولية” بالترتيب المقترح في المعادلة 10.2.4، بينما ستكون معاملات الاحتكاك “القائمة على الوحدات الإمبراطورية” بالترتيب المقترح في المعادلة 10.2.5.

سيحدد معامل الاحتكاك المستخدم ما إذا كانت ستُستخدم معادلة دارسي 10.2.1 أو 10.2.2.
لمعاملات الاحتكاك “القائمة على الوحدات الدولية”، استخدم المعادلة 10.2.1؛ لمعاملات الاحتكاك “القائمة على الوحدات الإمبراطورية”، استخدم المعادلة 10.2.2. مثال 10.2.1 أنبوب ماء حدد السرعة ومعامل الاحتكاك والفرق في الضغط بين نقطتين تبعدان 1 كم عن بعضهما البعض في نظام أنابيب أفقي بقطر ثابت 150 مم إذا كان معدل تدفق الماء 45 م³/ساعة عند 15 درجة مئوية.

في الأساس، يعتمد معامل الاحتكاك على عدد رينولدز (Re) للسائل المتدفق والخشونة النسبية (kS/d) لداخل الأنبوب؛前者 يُحسب من المعادلة 10.2.6، والأخير من المعادلة 10.2.7. عدد رينولدز (Re)
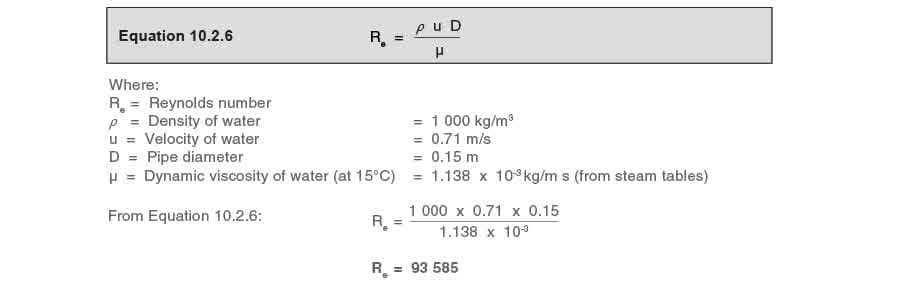
تُأخذ خشونة الأنبوب أو قيمة “kS” (التي تُشار إليها غالبًا بـ “curly-e - body text.jpg” في بعض النصوص) من الجداول القياسية، ولـ “أنبوب الفولاذ التجاري” تُأخذ عادةً كـ 0.000045 متر.
من هنا يتم تحديد الخشونة النسبية (كما يتطلب ذلك مخطط مودي).

الآن يمكن تحديد معامل الاحتكاك من مخطط مودي وحساب فقدان رأس الاحتكاك من معادلة دارسي ذات الصلة.
من مخطط مودي الأوروبي (الشكل 10.2.4)، حيث: kS/D = 0.0003 Re = 93,585: معامل الاحتكاك (f) = 0.005 من مخطط مودي الأمريكي/الأسترالي (الشكل 10.2.5)، حيث: kS/D = 0.0003 Re = 93,585 معامل الاحتكاك (f) = 0.02
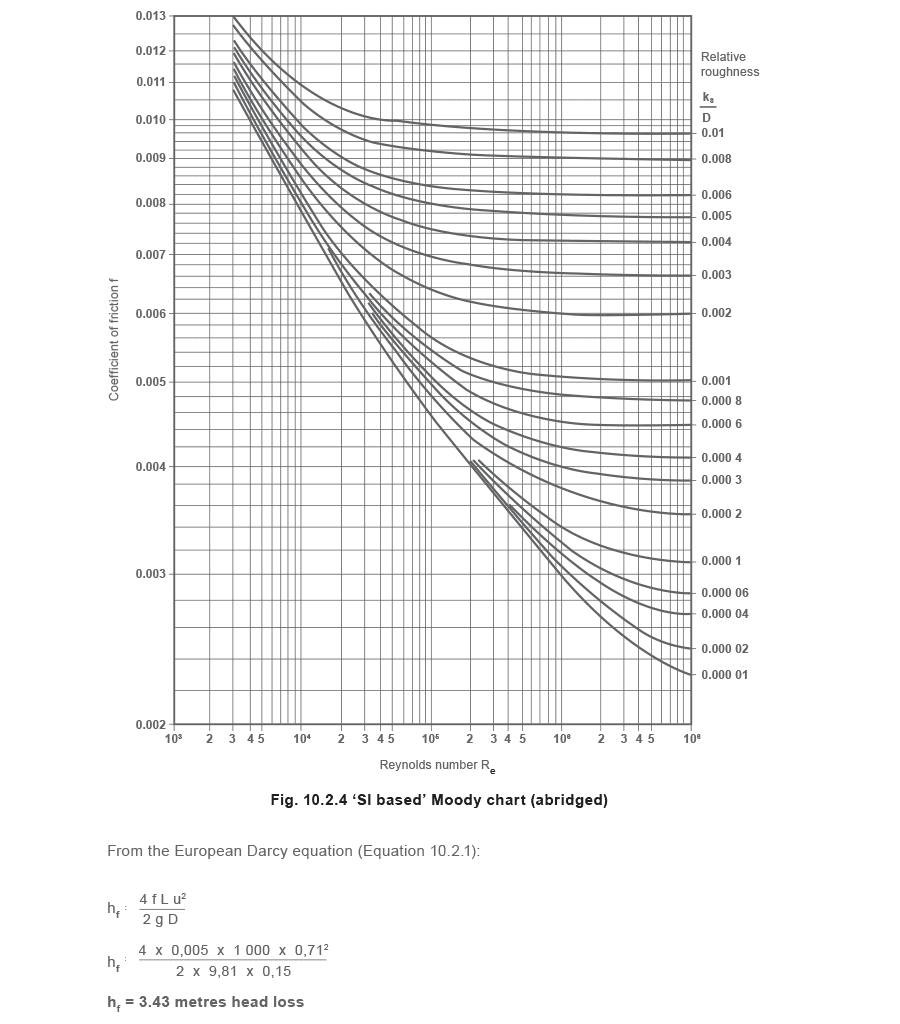
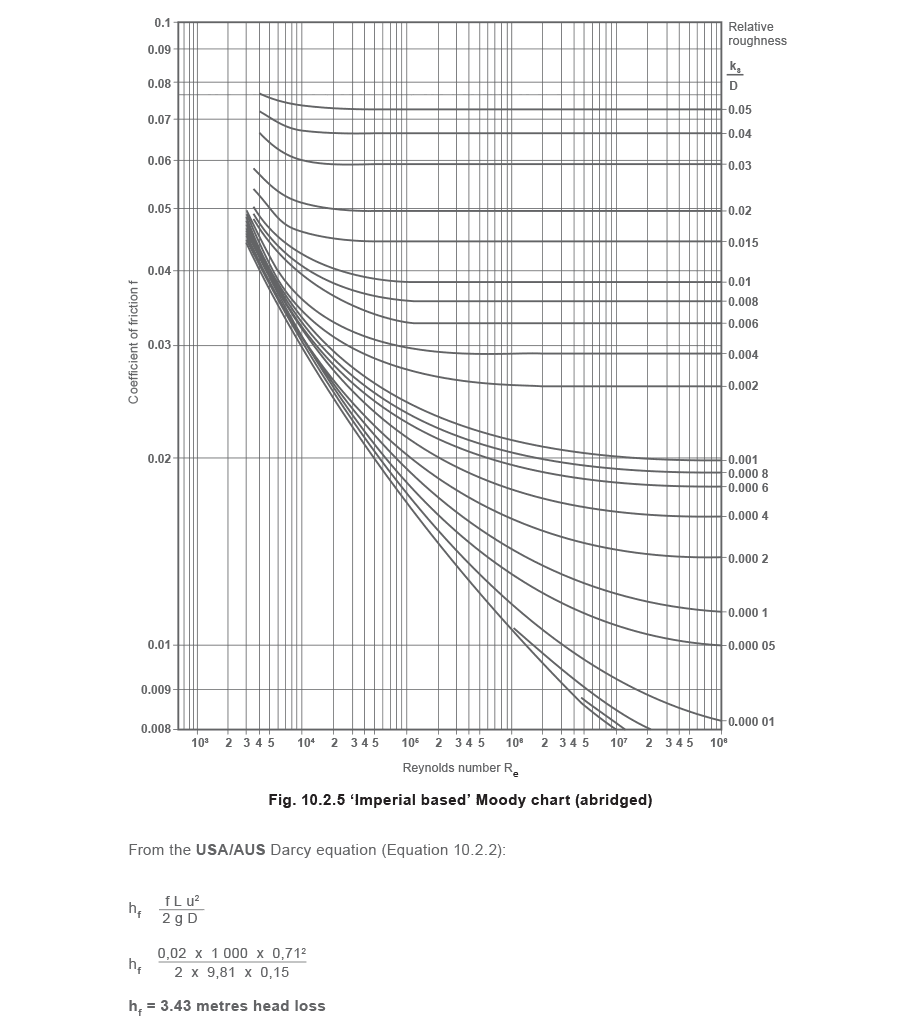
يُحصل على نفس فقدان رأس الاحتكاك باستخدام معاملات الاحتكاك المختلفة ومعادلات دارسي ذات الصلة.
في الممارسة العملية، سواء لأنابيب المياه أو أنابيب البخار، يتم تحقيق توازن بين حجم الأنبوب وفقدان الضغط.
تحديد حجم الأنابيب في البخار
يعني الأنابيب المبالغ في حجمها:
- الأنابيب والصمامات والتركيبات وما إلى ذلك ستكون أكثر تكلفة مما هو necesario.
- ستتكبد تكثيفات تركيب أعلى، بما في ذلك أعمال الدعم والعزل وما إلى ذلك.
- بالنسبة لأنابيب البخار، سيتشكل حجم أكبر من المكثف بسبب فقدان الحرارة الأكبر. وهذا بدوره يعني أن:
- إما مصائد البخار الإضافية مطلوبة، أو
- يتم تسليم بخار مبلل إلى نقطة الاستخدام. في مثال معين:
- تبيّن أن تكلفة تركيب أنابيب بخار 80 مم كانت أعلى بنسبة 44% من تكلفة أنابيب 50 مم، والتي كانت ستكون بسعة كافية.
- كانت الحرارة المفقودة من الأنابيب المعزولة أعلى بنسبة 21% تقريبًا من خط الأنابيب 80 مم مقارنة بأنابيب 50 مم. أي أجزاء غير معزولة من أنبوب 80 مم ستفقد حرارة أكثر بنسبة 50% من أنبوب 50 مم، بسبب مساحة نقل الحرارة الإضافية. يعني الأنابيب المُصغّرة:
- قد يكون ضغط أقل متاحًا عند نقطة الاستخدام، مما قد يؤثر على أداء المعدات.
- هناك خطر من نقص البخار بسبب انخفاض الضغط المفرط.
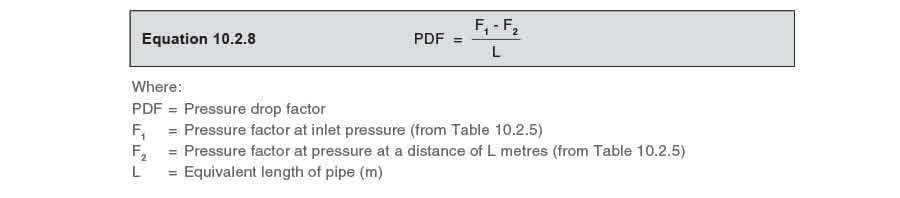
- هناك خطر أكبر من التآكل والمطرقة المائية والضوضاء بسبب الزيادة المتأصلة في سرعة البخار. كما ذُكر سابقًا، قد يكون من الصعب تحديد معامل الاحتكاك (f)، والحساب نفسه يستغرق وقتًا طويلًا خاصة للتدفق المضطرب للبخار. ونتيجة لذلك، هناك العديد من الرسوم البيانية والجداول وأدوات التمرير المتاحة لربط أحجام أنابيب البخار بمعدلات التدفق وفقدان الضغط. طريقة تحديد حجم فقدان الضغط، التي اجتازت اختبار الزمن، هي طريقة “معامل الضغط”. يُستخدم جدول قيم معامل الضغط في المعادلة 10.2.8 لتحديد معامل فقدان الضغط لتركيب معين.
Example 10.2.2
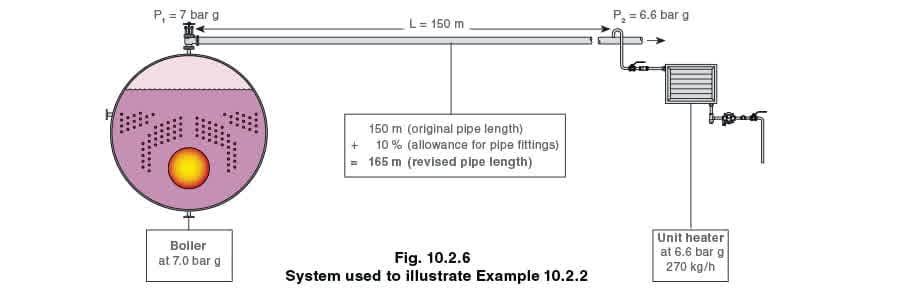
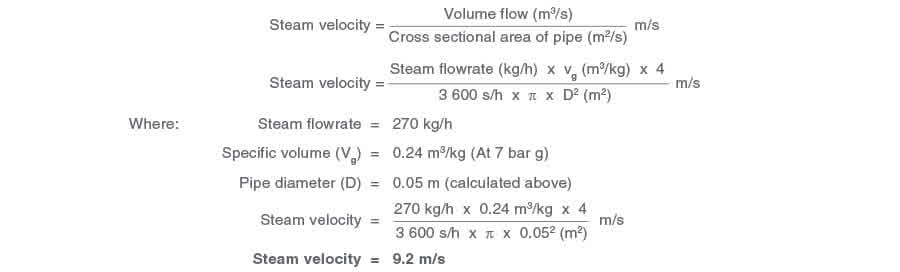
Consider the system shown in Figure 10.2.6, and determine the pipe size required from the boiler to the unit heater branch line. Unit heater steam load = 270 kg/h. Although the unit heater only requires 270 kg/h, the boiler has to supply more than this due to heat losses from the pipe. The allowance for pipe fittings The length of travel from the boiler to the unit heater is known, but an allowance must be included for the additional frictional resistance of the fittings. This is generally expressed in terms of ‘equivalent pipe length’. If the size of the pipe is known, the resistance of the fittings can be calculated. As the pipe size is not yet known in this example, an addition to the equivalent length can be used based on experience. • If the pipe is less than 50 metres long, add an allowance for fittings of 10% to 20%. • If the pipe is over 100 metres long and is a fairly straight run with few fittings, an allowance for fittings of 5% to 10% would be made. • A similar pipe length, but with more fittings, would increase the allowance towards 20%. In this instance, revised length = 150 m + 10% = 165 m From Table 10.2.2 (an extract from the complete pressure factor table, Table 10.2.5, which can be found in the Appendix at the end of this Module) ‘PDF’ can be determined by finding the pressure factors F1 and F2, and substituting them into Equation 10.2.8.
الجدول 10.2.2 مقتطف من جدول معامل الضغط (الجدول 10.2.5)
الجدول 10.2.2 مقتطف من جدول معامل الضغط (الجدول 10.2.5)
| Pressure bar g | Pressure factor (F) |
| 6.5 | 49.76 |
| 6.6 | 51.05 |
| 6.7 | 52.36 |
| | |
| 6.9 | 55.02 |
| 7 | 56.38 |
| 7.1 | 57.75 |
من جدول معامل الضغط (انظر الجدول 10.2.2):
P1 = 7.0 بار ج، F1 = 56.38 P2 = 6.6 بار ج، F2 = 51.05 بالتعويض بمعاملات الضغط (P1 وP2) في المعادلة 10.2.8 سيتم تحديد قيمة PDF:

باتباع العمود الأيسر من جدول سعة خط الأنابيب ومعاملات فقدان الضغط (الجدول 10.2.6 - مقتطف موضح في الجدول 10.2.3)؛ القراءتان الأقرب حول متطلب 0.032 هما 0.030 و0.040. يتم دائمًا اختيارمعامل الضغط التالي الأقل؛ في هذه الحالة، 0.030.
الجدول 10.2.3 مقتطف من جدول سعة خط الأنابيب ومعامل الضغط (الجدول 10.2.6)
الجدول 10.2.3 مقتطف من جدول سعة خط الأنابيب ومعامل الضغط (الجدول 10.2.6)
| Pressure drop factor (PDF) | Pipe size (DN) | ||||||||||
| 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 150 | 200 | |
| Capacity (kg/h) | |||||||||||
| 0.025 | 10.99 | 33.48 | 70.73 | 127.3 | 209.8 | 459.7 | 834.6 | 1 367 | 2 970 | 8 817 | 19 332 |
| 0.030 | 12.00 | 36.78 | 77.23 | 137.9 | 229.9 | 501.1 | 919.4 | 1 480 | 3 264 | 9 792 | 20 917 |
| 0.040 | 14.46 | 44.16 | 93.17 | 169.2 | 279.5 | 600.7 | 1 093 | 1 790 | 3 923 | 11 622 | 25 254 |
على الرغم من إمكانية الاستيفاء، إلا أن الجدول لا يتوافق تمامًا مع رسم بياني خطي، لذلك لا يمكن أن يكون الاستيفاء صحيحًا تمامًا. كما أنه من السيئ تحديد حجم أي أنبوب حتى الحد الأقصى لسعته، ومن المهم وجود بعض الهامش للسماح بالتغييرات المستقبلية الحتمية في التصميم.
منمعامل 0.030، بمتابعة صف الأرقام إلى اليمين سيظهر أن: • أنبوب 40 مم سيحمل 229.9 كجم/ساعة. • أنبوب 50 مم سيحمل 501.1 كجم/ساعة. بما أن التطبيق يتطلب 270 كجم/ساعة، سيتم اختيار أنبوب 50 مم. بعد تحديد حجم الأنبوب باستخدام طريقة فقدان الضغط، يمكن التحقق من السرعة إذا لزم الأمر.
بفحصها بمعزل، قد تبدو هذه السرعة منخفضة مقارنة بالسرعات المسموح بها كحد أقصى. ومع ذلك، تم تصميم خط البخار الرئيسي هذا لتقييد فقدان الضغط، وحجم الأنبوب الأصغر كان سيؤدي إلى ضغط نهائي أقل من متطلب 6.6 بار ج، وهو أمر غير مقبول.
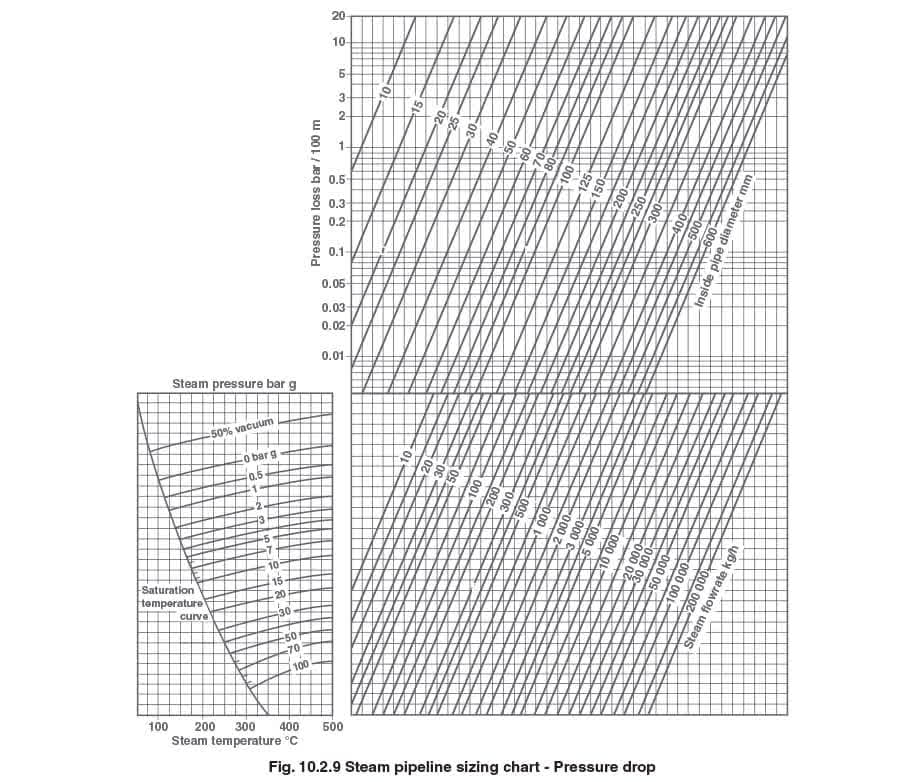
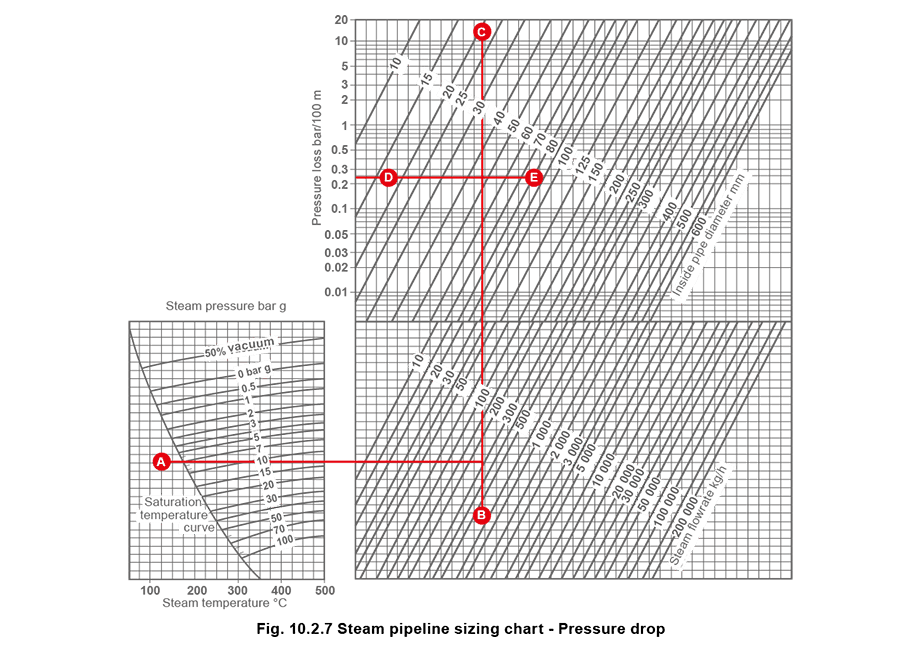
كما يمكن ملاحظة، هذه الإجراء معقد إلى حد ما ويمكن تبسيطه باستخدام النموذج الموضح في الشكل 10.2.9 (في ملحق هذه الوحدة). يُشرح طريقة الاستخدام في المثال 10.2.3. مثال 10.2.3 باستخدام البيانات من المثال 10.2.2، حدد حجم الأنبوب باستخدام النموذج الموضح في الشكل 10.2.7.
الطريقة:
- حدد النقطة على خط البخار المشبع عند 7 بار ج، وضع علامة النقطة A.
- من النقطة A، ارسم خطًا أفقيًا إلى معدل تدفق البخار 270 كجم/ساعة، وضع علامة النقطة B.
- من النقطة B، ارسم خطًا عموديًا نحو أعلى النموذج (النقطة C).
- ارسم خطًا أفقيًا من 0.24 بار/100 م على مقياس فقدان الضغط (الخط DE).
- النقطة التي يتقاطع عندها الخطان DE وستشير إلى حجم الأنبوب المطلوب. في هذه الحالة، أنبوب 40 مم صغير جدًا، وسيُستخدم أنبوب 50 مم. من الم值得 ملاحظته أنه إذا كان مسار الأنبوب طويلًا بشكل خاص وفي ظروف مكشوفة، فمن الجدير التحقق من الحمل التشغيلي للأنبوب المغطى في الوحدة 2.12 – “استهلاك البخار للأنابيب وأدوات التدفئة الهوائية”. يجب إضافة الحمل التشغيلي بعد ذلك إلى استهلاك البخار لإعطاء الحمل الكلي للبخار والتحقق من أن الأنبوب المحدد لا يزال بحجم صحيح.
لماذا السرعة مهمة في تحديد أحجام الأنابيب؟
من المعرفة المكتسبة في بداية هذه الوحدة، وخاصة الملاحظات المتعلقة بمعادلة دارسي (المعادلة 10.2.1)، يُعترف بأن السرعة عامل مهم في تحديد أحجام الأنابيب. وبالتالي، إذا كان يمكن استخدام سرعة معقولة لسائل معين يتدفق عبر الأنابيب، فإن السرعة يمكن أن تُستخدم كعامل تحديد عملي. كقاعدة عامة، تُستخدم سرعة 25 إلى 40 م/ث عندما يكون البخار المشبع هو الوسط. يجب اعتبار 40 م/ث حدًا عمليًا، لأنه فوق ذلك ستحدث الضوضاء والتآكل خاصة إذا كان البخار مبللًا. بعض المعايير الوطنية تشير إلى سرعات تصل إلى 76 م/ث للبخار المشبع. لا يمكن أن يكون هذا ممكنًا إلا إذا كان البخار جافًا، والأنبوب معزول جيدًا، وقصير نسبيًا، ومستقيم، وأفقي، ويمكنه تزويد الضغط المطلوب عند نقطة الاستخدام. حتى هذه السرعات قد تكون عالية من حيث تأثيرها على فقدان الضغط. في خطوط الإمداد الأطول، غالبًا ما يكون من الضروري تقييد السرعات إلى 15 م/ث لتجنب فقدان الضغط العالي. يُوصى بالتحقق دائمًا من فقدان الضغط للخطوط التي يزيد طولها عن 50 مترًا، بغض النظر عن السرعة. باستخدام الجدول 10.2.4 كدليل، يمكن اختيار أحجام الأنابيب من البيانات المعروفة: ضغط البخار والسرعة ومعدل التدفق.
الجدول 10.2.4 سعات خطوط أنابيب البخار المشبع بالكجم/ساعة لسرعات مختلفة (أنبوب الجدول 40)
الجدول 10.2.4 سعات خطوط أنابيب البخار المشبع بالكجم/ساعة لسرعات مختلفة (أنبوب الجدول 40)
| Pressure bar g | Velocity m/s | Pipe size (nominal) | ||||||||||
| 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 125 | 150 | ||
| Actual inside pipe diameter Schedule 40 | ||||||||||||
| 15.8 | 20.93 | 26.64 | 35.04 | 40.9 | 52.5 | 62.7 | 77.92 | 102.26 | 128.2 | 154.05 | ||
| Pipeline capacity kg/h | ||||||||||||
| 0.4 | 15 | 9 | 15 | 25 | 43 | 58 | 95 | 136 | 210 | 362 | 569 | 822 |
| 25 | 14 | 25 | 41 | 71 | 97 | 159 | 227 | 350 | 603 | 948 | 1 369 | |
| 40 | 23 | 40 | 66 | 113 | 154 | 254 | 363 | 561 | 965 | 1 517 | 2 191 | |
| 0.7 | 15 | 10 | 18 | 29 | 51 | 69 | 114 | 163 | 251 | 433 | 681 | 983 |
| 25 | 17 | 30 | 49 | 85 | 115 | 190 | 271 | 419 | 722 | 1 135 | 1 638 | |
| 40 | 28 | 48 | 78 | 136 | 185 | 304 | 434 | 671 | 1 155 | 1 815 | 2 621 | |
| 1 | 15 | 12 | 21 | 34 | 59 | 81 | 133 | 189 | 292 | 503 | 791 | 1 142 |
| 25 | 20 | 35 | 57 | 99 | 134 | 221 | 315 | 487 | 839 | 1 319 | 1 904 | |
| 40 | 32 | 56 | 91 | 158 | 215 | 354 | 505 | 779 | 1342 | 2 110 | 3 046 | |
| 2 | 15 | 18 | 31 | 50 | 86 | 118 | 194 | 277 | 427 | 735 | 1 156 | 1 669 |
| 25 | 29 | 51 | 83 | 144 | 196 | 323 | 461 | 712 | 1 226 | 1 927 | 2 782 | |
| 40 | 47 | 82 | 133 | 230 | 314 | 517 | 737 | 1 139 | 1 961 | 3 083 | 4 451 | |
| 3 | 15 | 23 | 40 | 65 | 113 | 154 | 254 | 362 | 559 | 962 | 1 512 | 2 183 |
| 25 | 38 | 67 | 109 | 188 | 256 | 423 | 603 | 931 | 1 603 | 2 520 | 3 639 | |
| 40 | 61 | 107 | 174 | 301 | 410 | 676 | 964 | 1 490 | 2 565 | 4 032 | 5 822 | |
| 4 | 15 | 28 | 50 | 80 | 139 | 190 | 313 | 446 | 689 | 1 186 | 1 864 | 2 691 |
| 25 | 47 | 83 | 134 | 232 | 316 | 521 | 743 | 1 148 | 1 976 | 3 106 | 4 485 | |
| 40 | 75 | 132 | 215 | 371 | 506 | 833 | 1 189 | 1 836 | 3 162 | 4 970 | 7 176 | |
| 5 | 15 | 34 | 59 | 96 | 165 | 225 | 371 | 529 | 817 | 1 408 | 2 213 | 3 195 |
| 25 | 56 | 98 | 159 | 276 | 375 | 619 | 882 | 1 362 | 2 347 | 3 688 | 5 325 | |
| 40 | 90 | 157 | 255 | 441 | 601 | 990 | 1 411 | 2 180 | 3 755 | 5 901 | 8 521 | |
| 6 | 15 | 39 | 68 | 111 | 191 | 261 | 430 | 613 | 947 | 1 631 | 2 563 | 3 700 |
| 25 | 65 | 114 | 184 | 319 | 435 | 716 | 1 022 | 1 578 | 2 718 | 4 271 | 6 167 | |
| 40 | 104 | 182 | 295 | 511 | 696 | 1 146 | 1 635 | 2 525 | 4 348 | 6 834 | 9 867 | |
| 7 | 15 | 44 | 77 | 125 | 217 | 296 | 487 | 695 | 1 073 | 1 848 | 2 904 | 4 194 |
| 25 | 74 | 129 | 209 | 362 | 493 | 812 | 1 158 | 1 788 | 3 080 | 4 841 | 6 989 | |
| 40 | 118 | 206 | 334 | 579 | 788 | 1 299 | 1 853 | 2 861 | 4 928 | 7 745 | 11 183 | |
| 8 | 15 | 49 | 86 | 140 | 242 | 330 | 544 | 775 | 1 198 | 2 063 | 3 242 | 4 681 |
| 25 | 82 | 144 | 233 | 404 | 550 | 906 | 1 292 | 1 996 | 3 438 | 5 403 | 7 802 | |
| 40 | 131 | 230 | 373 | 646 | 880 | 1 450 | 2 068 | 3 194 | 5 501 | 8 645 | 12 484 | |
| 10 | 15 | 60 | 105 | 170 | 294 | 401 | 660 | 942 | 1 455 | 2 506 | 3 938 | 5 686 |
| 25 | 100 | 175 | 283 | 490 | 668 | 1 101 | 1 570 | 2 425 | 4 176 | 6 563 | 9 477 | |
| 40 | 160 | 280 | 453 | 785 | 1 069 | 1 761 | 2 512 | 3 880 | 6 682 | 10 502 | 15 164 | |
| 14 | 15 | 80 | 141 | 228 | 394 | 537 | 886 | 1 263 | 1 951 | 3 360 | 5 281 | 7 625 |
| 25 | 134 | 235 | 380 | 657 | 896 | 1 476 | 2 105 | 3 251 | 5 600 | 8 801 | 12 708 | |
| 40 | 214 | 375 | 608 | 1 052 | 1 433 | 2 362 | 3 368 | 5 202 | 8 960 | 14 082 | 20 333 | |
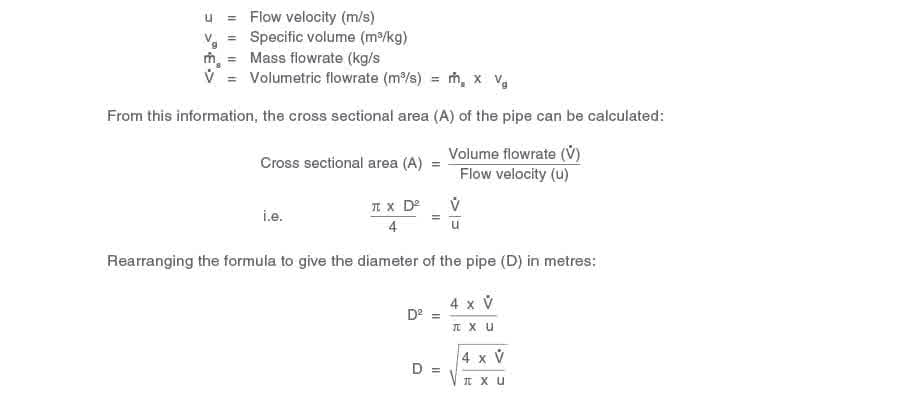
بدلاً من ذلك، يمكن حساب حجم الأنبوب حسابيًا. المعلومات التالية مطلوبة، ويُوضح الإجراء المستخدم للحساب أدناه.
المعلومات المطلوبة لحساب حجم الأنبوب المطلوب:
مثال 10.2.4
يتطلب عملية 5,000 كجم/ساعة من البخار المشبع الجاف عند 7 بار ج. لكي لا تتجاوز سرعة التدفق 25 م/ث، حدد حجم الأنبوب.
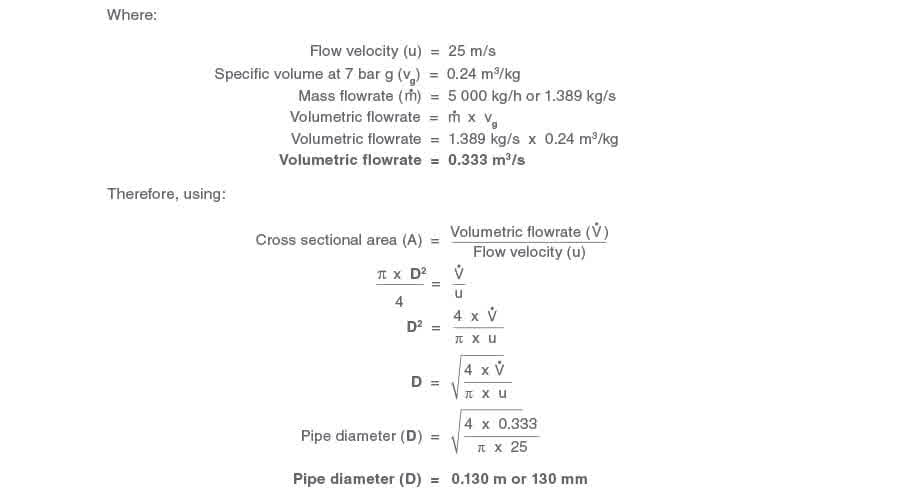
بما أن سرعة البخار يجب ألا تتجاوز 25 م/ث، يجب أن يكون حجم الأنبوب 130 مم على الأقل؛ سيتم اختيار أقرب حجم متاح تجاريًا وهو 150 مم.
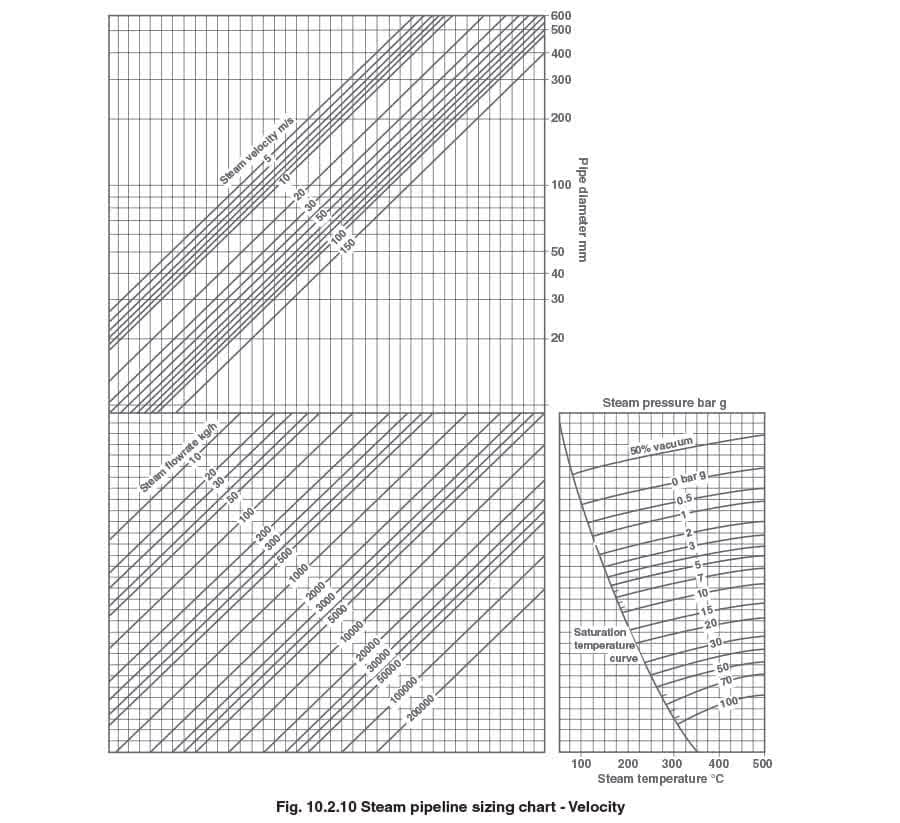
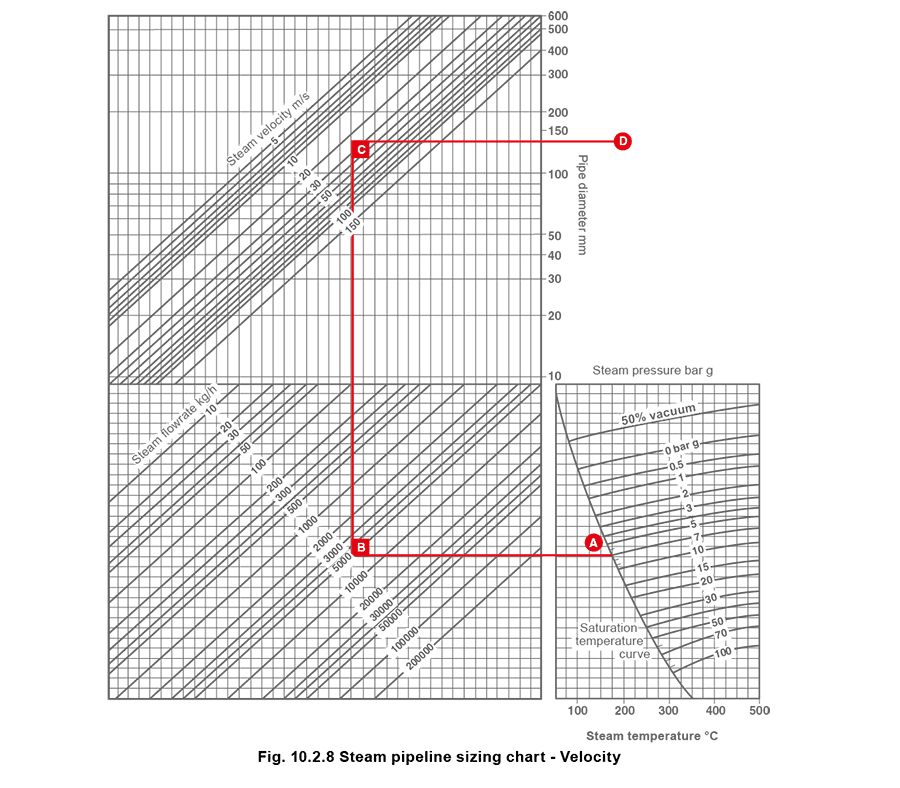
مرة أخرى، تم إنشاء نموذج لتبسيط هذه العملية، انظر الشكل 10.2.8. مثال 10.2.5 باستخدام المعلومات من المثال 10.2.4، استخدم الشكل 10.2.8 لتحديد الحد الأدنى المقبول لحجم الأنبوب ضغط الدخول = 7 بار ج معدل تدفق البخار = 5,000 كجم/ساعة السرعة القصوى = 25 م/ث الطريقة:
- ارسم خطًا أفقيًا من خط درجة حرارة التشبع عند 7 بار ج (النقطة A) على مقياس الضغط إلى معدل كتلة البخار 5,000 كجم/ساعة (النقطة B).
- من النقطة B، ارسم خطًا عموديًا إلى سرعة البخار 25 م/ث (النقطة C). من النقطة C، ارسم خطًا أفقيًا عبر مقياس قطر الأنبوب (النقطة D).
- يُطلب أنبوب بقطر داخلي 130 مم؛ سيتم اختيار أقرب حجم متاح تجاريًا وهو 150 مم.
تحديد أحجام الأنابيب لتطبيقات البخار المُحمَّى
يمكن اعتبار البخار المُحمَّىغازًا جافًا ولا يحمل أي رطوبة. وبالتالي لا توجد فرصة لتآكل الأنابيب بسبب قطرات المياه المعلقة، ويمكن أن تكون سرعات البخار高达 50 إلى 70 م/ث إذا سمحت حالة فقدان الضغط بذلك. يمكن أيضًا استخدام النماذج في الأشكال 10.2.9 و10.2.10 لتطبيقات البخار المُحمَّى. مثال 10.2.6 باستخدام الحرارة الهامة من عملية ما، يُولّد المرجل/المُحمِّى 30 طن/ساعة من البخار المُحمَّى عند 50 بار ج و450 درجة مئوية للتصدير إلى محطة طاقة مجاورة. إذا لم تتجاوز السرعة 50 م/ث، حدد:
- حجم الأنبوب بناءً على السرعة (استخدم الشكل 10.2.10).
- فقدان الضغط إذا كان طول الأنبوب، بما في ذلك البدلات، 200 م (استخدم الشكل 10.2.9). الجزء 1
- باستخدام الشكل 10.2.8، ارسم خطًا عموديًا من 450 درجة مئوية على محور درجة الحرارة حتى يتقاطع مع خط 50 بار (النقطة A).
- من النقطة A، امتد خطًا أفقيًا إلى اليسار حتى يتقاطع مع مقياس “معدل كتلة البخار” 30,000 كجم/ساعة (30 طن/ساعة) (النقطة B).
- من النقطة B، امتد خطًا عموديًا إلى أعلى حتى يتقاطع مع 50 م/ث على مقياس “سرعة البخار” (النقطة C).
- من النقطة C، امتد خطًا أفقيًا إلى اليمين حتى يتقاطع مع مقياس “القطر الداخلي للأنبوب”. يشير مقياس “القطر الداخلي للأنبوب” إلى أنبوب بقطر داخلي يبلغ حوالي 120 مم. من الجدول 10.2.1 وبافتراض أن الأنبوب سيكون بالجدول 80، سيكون أقرب حجم 150 مم، الذي يبلغ قطره الداخلي 146.4 مم. الجزء 2
- باستخدام الشكل 10.2.7، ارسم خطًا عموديًا من 450 درجة مئوية على محور درجة الحرارة حتى يتقاطع مع خط 50 بار (النقطة A).
- من النقطة A، امتد خطًا أفقيًا إلى اليمين حتى يتقاطع مع مقياس “معدل كتلة البخار” 30,000 كجم/ساعة (30 طن/ساعة) (النقطة B).
- من النقطة B، امتد خطًا عموديًا إلى أعلى حتى يتقاطع مع مقياس “القطر الداخلي للأنبوب” (حوالي) 146 مم (النقطة C).
- من النقطة C، امتد خطًا أفقيًا إلى اليسار حتى يتقاطع مع مقياس “فقدان الضغط بار/100 م” (النقطة D). يقرأ مقياس “فقدان الضغط بار/100 م” حوالي 0.9 بار/100 م. طول الأنبوب في المثال 200 م، لذا فإن فقدان الضغط هو:

يجب أن يكون هذا فقدان الضغط مقبولاً في مصنع العملية.
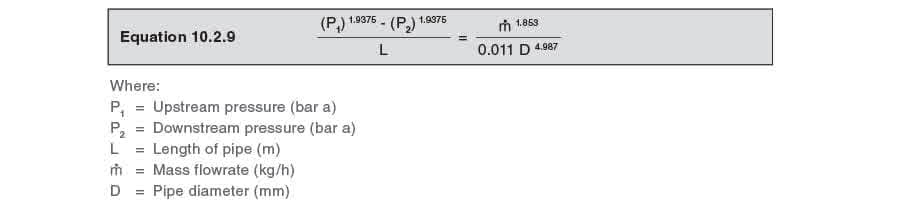
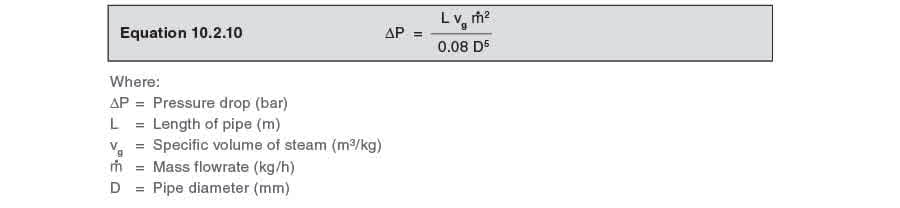
استخدام الصيغ لتحديد معدل تدفق البخار بناءً على فقدان الضغط توجد صيغ تجريبية لأولئك الذين يفضلون استخدامها. المعادلتان 10.2.9 و10.2.10 موضحتان أدناه. تم اختبارها على مدى سنوات عديدة، وتعطي نتائج قريبة من طريقةمعامل الضغط. ميزة استخدام هذه الصيغ هي أنها يمكن برمجتها في آلة حاسبة علمية أو جدول بيانات، وبالتالي تُستخدم دون الحاجة إلى البحث في الجداول والرسوم البيانية. تتطلب المعادلة 10.2.10 معرفة الحجم النوعي للبخار، مما يعني أنه من الضروري البحث عن هذه القيمة من جدول البخار. أيضًا، يجب تقييد المعادلة 10.2.10 إلى حجم أنبوب أقصى 200 متر. المعادلة 10.2.9 صيغة فقدان الضغط 1 المعادلة 10.2.10 صيغة فقدان الضغط 2 (حجم الأنبوب الأقصى: 200 متر)
ملخص
- يُحدد اختيار مادة الأنابيب وسماكة الجدار المطلوبة لتركيب معين في معايير مثل EN 45510 وASME 31.1.
- اختيار حجم الأنبوب المناسب (القطر الاسمي) لتطبيق معين يعتمد على تحديد الضغط ومعدل التدفق بدقة. يمكن اختيار حجم الأنبوب بناءً على:
- السرعة (عادةً للأنابيب التي يقل طولها عن 50 م).
- فقدان الضغط (كقاعدة عامة، يجب ألا يتجاوز فقدان الضغط عادةً 0.1 بار/50 م).
ملحق
ملحق
الجدول 10.2.5 جدول معامل فقدان الضغط (F)
| Pressure bar abs | Pressure factor (F) | Pressure bar g | Pressure factor (F) | Pressure bar g | Pressure factor (F) | Pressure bar g | Pressure factor (F) | |||
| 0.05 | 0.0301 | 1.3 | 5.076 | 4.5 | 27.32 | 9.4 | 93.66 | |||
| 0.1 | 0.0115 | 1.35 | 5.291 | 4.6 | 28.28 | 9.5 | 95.41 | |||
| 0.15 | 0.0253 | 1.4 | 5.51 | 4.7 | 29.27 | 9.6 | 97.18 | |||
| 0.2 | 0.0442 | 1.45 | 5.734 | 4.8 | 30.27 | 9.7 | 98.96 | |||
| 0.25 | 0.0681 | 1.5 | 5.961 | 4.9 | 31.29 | 9.8 | 100.75 | |||
| 0.3 | 0.097 | 1.55 | 6.193 | 5 | 32.32 | 9.9 | 102.57 | |||
| 0.35 | 0.1308 | 1.6 | 6.429 | 5.1 | 33.37 | 10 | 104.4 | |||
| 0.4 | 0.1694 | 1.65 | 6.67 | 5.2 | 34.44 | 10.2 | 108.1 | |||
| 0.45 | 0.2128 | 1.7 | 6.915 | 5.3 | 35.52 | 10.4 | 111.87 | |||
| 0.5 | 0.261 | 1.75 | 7.164 | 5.4 | 36.62 | 10.6 | 115.7 | |||
| 0.55 | 0.314 | 1.8 | 7.417 | 5.5 | 37.73 | 10.8 | 119.59 | |||
| 0.6 | 0.3716 | 1.85 | 7.675 | 5.6 | 38.86 | 11 | 123.54 | |||
| 0.65 | 0.434 | 1.9 | 7.937 | 5.7 | 40.01 | 11.2 | 127.56 | |||
| 0.7 | 0.501 | 1.95 | 8.203 | 5.8 | 41.17 | 11.4 | 131.64 | |||
| 0.75 | 0.5727 | 2 | 8.473 | 5.9 | 42.35 | 11.6 | 135.78 | |||
| 0.8 | 0.6489 | 2.05 | 8.748 | 6 | 43.54 | 11.8 | 139.98 | |||
| 0.85 | 0.7298 | 2.1 | 9.026 | 6.1 | 44.76 | 12 | 144.25 | |||
| 0.9 | 0.8153 | 2.15 | 9.309 | 6.2 | 45.98 | 12.2 | 148.57 | |||
| 0.95 | 0.9053 | 2.2 | 9.597 | 6.3 | 47.23 | 12.4 | 152.96 | |||
| 1.013 | 1.025 | 2.25 | 9.888 | 6.4 | 48.48 | 12.6 | 157.41 | |||
| 2.3 | 10.18 | 6.5 | 49.76 | 12.8 | 161.92 | |||||
| Pressure bar g | Pressure factor (F) | 2.35 | 10.48 | 6.6 | 51.05 | 13 | 166.5 | |||
| 2.4 | 10.79 | 6.7 | 52.36 | 13.2 | 171.13 | |||||
| 0 | 1.025 | 2.45 | 11.4 | 6.8 | 53.68 | 13.4 | 175.83 | |||
| 0.05 | 1.126 | 2.5 | 11.41 | 6.9 | 55.02 | 13.6 | 180.58 | |||
| 0.1 | 1.23 | 2.55 | 11.72 | 7 | 56.38 | 13.8 | 185.4 | |||
| 0.15 | 1.339 | 2.6 | 12.05 | 7.1 | 57.75 | 14 | 190.29 | |||
| 0.2 | 1.453 | 2.65 | 12.37 | 7.2 | 59.13 | 14.2 | 195.23 | |||
| 0.25 | 1.572 | 2.7 | 12.7 | 7.3 | 60.54 | 14.4 | 200.23 | |||
| 0.3 | 1.694 | 2.75 | 13.03 | 7.4 | 61.96 | 14.6 | 205.3 | |||
| 0.35 | 1.822 | 2.8 | 13.37 | 7.5 | 63.39 | 14.8 | 210.42 | |||
| 0.4 | 1.953 | 2.85 | 13.71 | 7.6 | 64.84 | 15 | 215.61 | |||
| 0.45 | 2.09 | 2.9 | 14.06 | 7.7 | 66.31 | 15.2 | 220.86 | |||
| 0.5 | 2.23 | 2.95 | 14.41 | 7.8 | 67.79 | 15.4 | 226.17 | |||
| 0.55 | 2.375 | 3 | 14.76 | 7.9 | 69.29 | 15.6 | 231.5 | |||
| 0.6 | 2.525 | 3.1 | 15.48 | 8 | 70.8 | 15.8 | 236.97 | |||
| 0.65 | 2.679 | 3.2 | 16.22 | 8.1 | 72.33 | 16 | 242.46 | |||
| 0.7 | 2.837 | 3.3 | 16.98 | 8.2 | 73.88 | 16.2 | 248.01 | |||
| 0.75 | 2.999 | 3.4 | 17.75 | 8.3 | 75.44 | 16.4 | 253.62 | |||
| 0.8 | 3.166 | 3.5 | 18.54 | 8.4 | 77.02 | 16.6 | 259.3 | |||
| 0.85 | 3.338 | 3.6 | 19.34 | 8.5 | 78.61 | 16.8 | 265.03 | |||
| 0.9 | 3.514 | 3.7 | 20.16 | 8.6 | 80.22 | 17 | 270.83 | |||
| 0.95 | 3.694 | 3.8 | 21 | 8.7 | 81.84 | 17.2 | 276.69 | |||
| 1 | 3.878 | 3.9 | 21.85 | 8.8 | 83.49 | 17.4 | 282.6 | |||
| 1.05 | 4.067 | 4 | 22.72 | 8.9 | 85.14 | 17.6 | 288.58 | |||
| 1.1 | 4.26 | 4.1 | 23.61 | 9 | 86.81 | 17.8 | 294.52 | |||
| 1.15 | 4.458 | 4.2 | 24.51 | 9.1 | 88.5 | 18 | 300.72 | |||
| 1.2 | 4.66 | 4.3 | 25.43 | 9.2 | 90.2 | |||||
| 1.25 | 4.866 | 4.4 | 26.36 | 9.3 | 91.92 |
الجدول 10.2.6 سعة خط الأنابيب منمعامل فقدان الضغط
الجدول 10.2.6 سعة خط الأنابيب منمعامل فقدان الضغط
| Pressure drop factor (PDF) | Pipe size (mm) | ||||||||||||
| 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 | 100 | 150 | 200 | 250 | 300 | |
| | Capacity (kg/h) | ||||||||||||
| 0.00016 | 30.40 | 55.41 | 90.72 | 199.1 | 598.2 | 1 275 | 2 329 | 3 800 | |||||
| 0.00020 | 16.18 | 34.32 | 62.77 | 103.0 | 225.6 | 662.0 | 1 437 | 2 623 | 4 276 | ||||
| 0.00025 | 10.84 | 17.92 | 38.19 | 69.31 | 113.2 | 249.9 | 735.5 | 1 678 | 2 904 | 4 715 | |||
| 0.00030 | 11.95 | 19.31 | 41.83 | 75.85 | 124.1 | 271.2 | 804.5 | 1 733 | 3 172 | 5 149 | |||
| 0.00035 | 6.86 | 12.44 | 20.59 | 43.76 | 80.24 | 130.0 | 285.3 | 845.3 | 1 823 | 3 346 | 5 530 | ||
| 0.00045 | 3.62 | 7.94 | 14.56 | 23.39 | 50.75 | 92.68 | 150.9 | 333.2 | 979.7 | 2 118 | 3 884 | 6 267 | |
| 0.00055 | 4.04 | 8.99 | 16.18 | 26.52 | 57.09 | 103.8 | 170.8 | 373.1 | 1 101 | 2 382 | 4 338 | 7 057 | |
| 0.00065 | 4.46 | 9.56 | 17.76 | 29.14 | 62.38 | 113.8 | 186.7 | 409.8 | 1 207 | 2 595 | 4 781 | 7 741 | |
| 0.00075 | 4.87 | 10.57 | 19.31 | 31.72 | 68.04 | 124.1 | 203.2 | 445.9 | 1 315 | 2 836 | 5 172 | 8 367 | |
| 0.00085 | 5.52 | 11.98 | 21.88 | 35.95 | 77.11 | 140.7 | 230.2 | 505.4 | 1 490 | 3 215 | 5 861 | 9 482 | |
| 0.00100 | 1.96 | 5.84 | 12.75 | 23.50 | 38.25 | 81.89 | 148.6 | 245.2 | 539.4 | 1 579 | 3 383 | 6 228 | 10 052 |
| 0.00125 | 2.10 | 6.26 | 13.57 | 24.96 | 40.72 | 87.57 | 159.8 | 261.8 | 577.9 | 1 699 | 3 634 | 6 655 | 10 639 |
| 0.00150 | 2.39 | 7.35 | 15.17 | 28.04 | 45.97 | 98.84 | 179.3 | 295.1 | 652.8 | 1 908 | 4 091 | 7 493 | 11 999 |
| 0.00175 | 2.48 | 7.51 | 16.30 | 29.61 | 49.34 | 103.4 | 188.8 | 311.1 | 686.5 | 2 017 | 4 291 | 7 852 | 13 087 |
| 0.0020 | 2.84 | 8.58 | 18.63 | 33.83 | 56.39 | 118.2 | 215.8 | 355.5 | 784.6 | 2 305 | 4 904 | 8 974 | 14 956 |
| 0.0025 | 3.16 | 9.48 | 20.75 | 37.25 | 61.30 | 132.0 | 240.5 | 391.3 | 881.7 | 2 456 | 5 422 | 10 090 | 16 503 |
| 0.0030 | 3.44 | 10.34 | 22.50 | 40.45 | 66.66 | 143.4 | 262.0 | 429.8 | 924.4 | 2 767 | 6 068 | 11 033 | 18 021 |
| 0.0040 | 4.17 | 12.50 | 26.97 | 48.55 | 80.91 | 173.1 | 313.8 | 514.9 | 1 128 | 3 330 | 7 208 | 13 240 | 21 625 |
| 0.0050 | 4.71 | 14.12 | 30.40 | 54.92 | 90.23 | 196.1 | 354.0 | 578.6 | 1 275 | 3 727 | 8 189 | 14 858 | 24 469 |
| 0.0060 | 5.25 | 15.69 | 35.80 | 60.31 | 99.05 | 215.8 | 392.3 | 647.3 | 1 412 | 4 148 | 9 072 | 16 476 | 26 970 |
| 0.0080 | 6.08 | 18.34 | 39.23 | 70.12 | 116.2 | 251.5 | 456.0 | 750.3 | 1 648 | 4 879 | 10 543 | 19 173 | 31 384 |
| 0.0100 | 6.86 | 20.64 | 44.13 | 79.44 | 130.4 | 283.9 | 514.9 | 845.9 | 1 863 | 5 492 | 11 867 | 21 576 | 35 307 |
| 0.0125 | 7.35 | 22.20 | 47.28 | 81.00 | 140.1 | 302.1 | 547.3 | 901.9 | 1 983 | 5 867 | 12 697 | 23 074 | 37 785 |
| 0.0150 | 8.27 | 25.00 | 53.33 | 95.62 | 157.2 | 342.0 | 620.6 | 1 020 | 2 230 | 6 620 | 14 251 | 25 974 | 42 616 |
| 0.0175 | 8.58 | 26.39 | 55.78 | 100.4 | 165.6 | 360.4 | 665.1 | 1 073 | 2 360 | 6 994 | 15 017 | 27 461 | 44 194 |
| 0.0200 | 9.80 | 30.16 | 63.75 | 114.7 | 189.3 | 411.9 | 760.1 | 1 226 | 2 697 | 7 993 | 17 163 | 31 384 | 50 508 |
| 0.0250 | 10.99 | 33.48 | 70.73 | 127.3 | 209.8 | 459.7 | 834.6 | 1 367 | 2 970 | 8 817 | 19 332 | 34 750 | 56 581 |
| 0.0300 | 12.00 | 36.78 | 77.23 | 137.9 | 229.9 | 501.1 | 919.4 | 1 480 | 3 264 | 9 792 | 20 917 | 37 697 | 62 522 |
| 0.0400 | 14.46 | 44.16 | 93.17 | 169.2 | 279.5 | 600.7 | 1 093 | 1 790 | 3 923 | 11 622 | 25 254 | 45 604 | 75 026 |
| 0.0500 | 16.43 | 49.53 | 104.4 | 191.2 | 313.8 | 676.7 | 1 231 | 2 020 | 4 413 | 13 044 | 28 441 | 51 489 | 85 324 |
| 0.060 | 18.14 | 52.96 | 115.7 | 210.8 | 343.2 | 750.3 | 1 373 | 2 231 | 4 855 | 14 368 | 31 384 | 57 373 | |
| 0.080 | 21.08 | 62.28 | 134.8 | 245.2 | 402.1 | 872.8 | 1 594 | 2 599 | 5 688 | 16 672 | 36 532 | ||
| 0.100 | 24.03 | 70.12 | 152.0 | 277.0 | 456.0 | 980.7 | 1 804 | 2 942 | 6 424 | 18 879 | |||
| 0.120 | 25.99 | 77.48 | 167.7 | 306.5 | 500.2 | 1 079 | 1 986 | 3 236 | 7 110 | 20 841 | |||
| 0.150 | 28.50 | 84.13 | 183.9 | 334.2 | 551.7 | 1 195 | 2 161 | 3 494 | 7 769 | ||||
| 0.200 | 34.32 | 102.0 | 220.7 | 402.1 | 622.0 | 1 427 | 2 599 | 4 217 | 9 317 | ||||
| 0.250 | 37.72 | 112.7 | 245.2 | 447.9 | 735.5 | 1 565 | 2 876 | 4 668 | |||||
| 0.300 | 41.37 | 122.7 | 266.6 | 487.3 | 804.5 | 1 710 | 3 126 | 5 057 | |||||
| 0.350 | 43.34 | 128.7 | 283.2 | 514.9 | 841.0 | 1 802 | 3 261 | ||||||
| 0.400 | 49.93 | 147.1 | 323.6 | 588.4 | 961.1 | 2 059 | 3 727 | ||||||
| 0.450 | 50.31 | 150.0 | 326.6 | 600.2 | 979.9 | 2 083 | |||||||
| 0.500 | 55.90 | 166.7 | 362.9 | 666.9 | 1 089 | 2 314 | |||||||
| 0.600 | 62.28 | 185.3 | 402.1 | 735.5 | 1 201 | ||||||||
| 0.700 | 63.07 | 188.8 | 407.6 | 750.9 | |||||||||
| 0.800 | 72.08 | 215.8 | 465.8 | 858.1 | |||||||||
| 0.900 | 73.28 | 218.4 | 476.6 | ||||||||||