الغاززات المُضغوطة
الحاجة لإزالة الغازات من مغذية الغلاية وتشغيل الغازاز المُضغوط، بالإضافة إلى حسابات.
لماذا يجب إزالة الغازات من مغذية الغلاية
لماذا يجب إزالة الغازات من مغذية الغلاية
الأكسجين هو السبب الرئيسي للتآكل في خزانات الحوض الساخن وخطوط التغذية ومضخات التغذية والغلايات. إذا كان ثاني أكسيد الكربون موجودًا أيضًا فسيكون pH منخفضًا، وميل الماء للحموضة، وزاد معدل التآكل. عادة يكون التآكل من النوع النقري حيث، على الرغم من أن فقدان المعدن قد لا يكون كبيرًا، يحدث اختراق عميق وثقب في فترة قصيرة.
يُمكن القضاء على الأكسجين المُذاب بطرق كيميائية أو فيزيائية، لكن عادة بمزيج من كليهما.
المتطلبات الأساسية لتقليل التآكل هي الحفاظ على pH المغذية لا يقل عن 8.5 إلى 9، وهو الحد الأدنى الذي يختفي عنده ثاني أكسيد الكربون، وإزالة جميع آثار الأكسجين. إعادة المكثفات من المنشأة سيكون لها تأثير كبير على معالجة مغذية الغلاية - المكثفات ساخنة ومعالجة كيميائيًا بالفعل، وبالتالي مع إعادة المزيد من المكثفات، تقل الحاجة لمعالجة المغذية.
الماء المُعرَّض للهواء يمكن أن يتشبع بالأكسجين، ويتغير التركيز مع درجة الحرارة: كلما كانت درجة الحرارة أعلى، كان محتوى الأكسجين أقل.
الخطوة الأولى في معالجة المغذية هي تسخين الماء لطرد الأكسجين. عادة يجب تشغيل خزان تغذية الغلاية عند 85 إلى 90 درجة مئوية. هذا يترك محتوى أكسجين حوالي 2 ملغم/لتر (ppm). التشغيل عند درجات حرارة أعلى من هذا عند الضغط الجوي يكون صعبًا بسبب قرب درجة حرارة الإشباع واحتمالية التكهف في مضخة التغذية، ما لم يُركَّب خزان التغذية عند مستوى عالٍ جدًا فوق مضخة تغذية الغلاية.
إضافة كيميائي لاصطياد الأكسجين (كبريتيت الصوديوم أو الهيدرازين أو التانين) سيزيل الأكسجين المتبقي ويمنع التآكل.
هذا العلاج العادي لمنشأة غلاية صناعية في المملكة المتحدة. ومع ذلك، توجد منشآت تضطر، بسبب حجمها أو تطبيقتها الخاصة أو المعايير المحلية، إلى تقليل أو زيادة كمية الكيميائيات المُستخدمة. للمنشآت التي تحتاج تقليل كمية المعالجة الكيميائية، من الممارسة الشائعة استخدام غازاز مُضغوط.
مبادئ تشغيل الغازاز المُضغوط
مبادئ تشغيل الغازاز المُضغوط
إذا كان سائل عند درجة حرارة إشباعه، تكون ذائبية غاز فيه صفر، على الرغم من أن السائل يجب أن يُحرَّك بعنف أو يُغلى لضمان إزالة الغازات بالكامل.
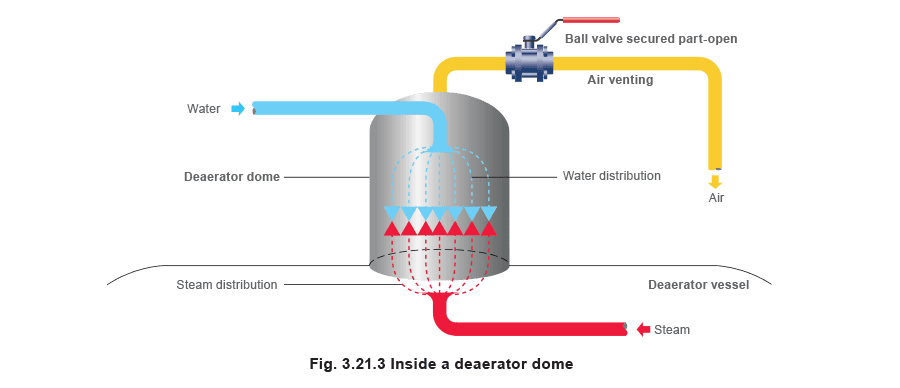
يتحقق هذا في القسم العلوي للغازاز بكسر الماء إلى أكبر عدد ممكن من القطرات الصغيرة، وإحاطة هذه القطرات بجو من البخار. هذا يُعطي نسبة عالية من مساحة السطح إلى الكتلة ويسمح بنقل حرارة سريع من البخار إلى الماء، الذي يصل بسرعة إلى درجة حرارة إشباع البخار. هذا يُطلق الغازات المُذابة، التي تُنقل بعد ذلك مع البخار الزائد لتصدر إلى الغلاف الجوي. (هذه الخلطة من الغازات والبخار عند درجة حرارة أقل من الإشباع وستعمل التهوية حرارياً). يسقط الماء المُنزع غازاته بعد ذلك إلى قسم التخزين من الوعاء.
يُحافَظ على غطاء من البخار فوق الماء المُخزَّن لضمان عدم إعادة امتصاص الغازات.
توزيع الماء
توزيع الماء
يجب تقسيم الماء الداخل إلى قطرات صغيرة لتعظيم نسبة مساحة السطح إلى الكتلة. هذا ضروري لرفع درجة حرارة الماء وإطلاق الغازات خلال فترة الإقامة القصيرة في قبة الغازاز (أو الرأس).
يمكن تقسيم الماء إلى قطرات صغيرة باستخدام أحد الطرق المُستخدمة داخل بيئة البخار في القبة.
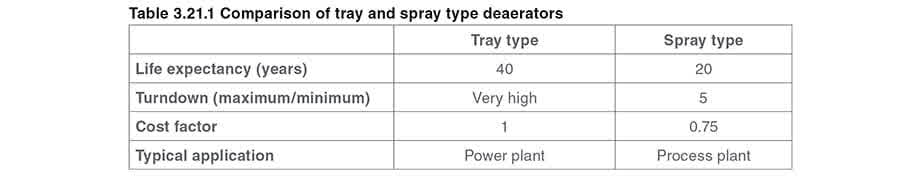
 هناك بالطبع مزايا وعيوب مرتبطة بكل نوع من توزيع الماء، بالإضافة إلى تكاليف. يُقارن الجدول 3.21.1 ويُلخص بعض من أهم العوامل:
هناك بالطبع مزايا وعيوب مرتبطة بكل نوع من توزيع الماء، بالإضافة إلى تكاليف. يُقارن الجدول 3.21.1 ويُلخص بعض من أهم العوامل:
أنظمة التحكم
أنظمة التحكم
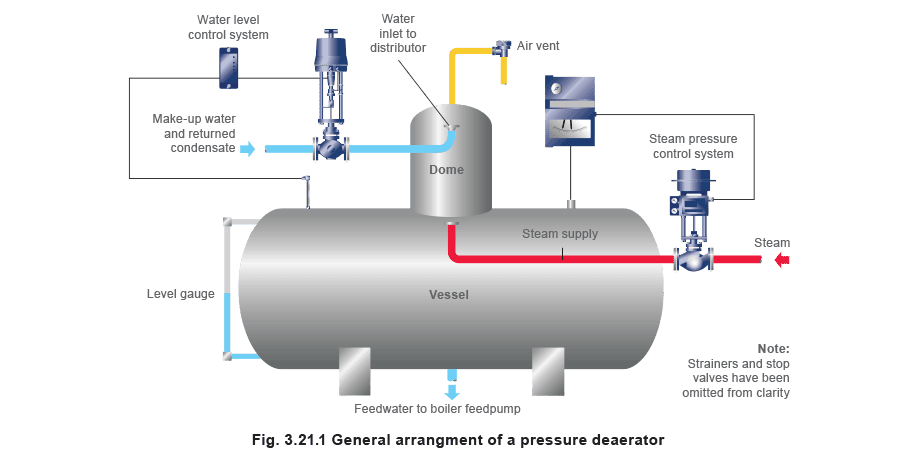
تحكم الماء يُستخدم صمام تحكم تعديلي للحفاظ على مستوى الماء في قسم التخزين من الوعاء. التحكم التعديلي مطلوب لإعطاء ظروف تشغيل مستقرة، لأن الاندفاع المفاجئ لماء بارد نسبيًا مع نظام تحكم تشغيل/إيقاف سيكون له تأثير عميق على تحكم الضغط، وكذلك قدرة الغازاز على الاستجابة بسرعة لتغيرات الطلب. بما أن التحكم التعديلي مطلوب، مُجس مستوى من نوع السعة يُعطي الإشارة التناظرية المطلوبة لمستوى الماء. تحكم البخار يُنظم صمام تحكم تعديلي إمداد البخار. يُعدَّل هذا الصمام عبر متحكم ضغط للحفاظ على ضغط داخل الوعاء. تحكم الضغط الدقيق مهم جدًا لأنه الأساس لتحكم درجة الحرارة في الغازاز، لذلك سيُستخدم صمام تحكم مُشغَّل هوائيًا سريع الاستجابة. ملاحظة: صمام تحكم ضغط مُشغَّل بطيّار يُستخدم على تطبيقات أصغر، وصمام تحكم غشاء ذاتي التشغيل يُستخدم عندما يكون الحمل مضمونًا بشكل ثابت نسبيًا. قد يحدث حقن البخار في قاعدة الرأس، ويتدفق في الاتجاه المعاكس للماء (تدفق معاكس)، أو من الجوانب، عبر تدفق الماء (تدفق عرضي). أيًا كان اتجاه البخار، الهدف هو توفير أقصى اضطراب وتلامس بين تدفقات البخار والماء لرفع الماء إلى درجة الحرارة المطلوبة. يُحقَن البخار عبر مُشتِّت لتوزيع جيد للبخار داخل قبة الغازاز. يوفر البخار الداخل أيضًا:
- وسيلة لنقل الغازات إلى فتحة التهوية.
- غطاء من البخار مطلوب فوق الماء المُنزع غازاته المُخزَّن. سعة تهوية الهواء للغازاز في الوحدات السابقة، ذُكرت درجات حرارة المغذية النموذجية حوالي 85 درجة مئوية، وهي القيمة القصوى العملية لخزان تغذية غلاية مُهوى يعمل عند الضغط الجوي. يُعرف أيضًا أن الماء عند 85 درجة مئوية يحتوي على حوالي 2.3 غرام أكسجين لكل 1,000 كجم ماء، وأنه الأكسجين يُسبب الضرر الرئيسي في أنظمة البخار لسببين رئيسيين. أولاً، يلتصق بداخل الأنابيب والأجهزة مُشكِّلًا أكسيدات وصدأ وقشور؛ ثانيًا، يندمج مع ثاني أكسيد الكربون لإنتاج حمض الكربونيك الذي لديه طبيعة لتآكل المعدن عامةً وذوبان الحديد. لهذا، من المفيد إزالة الأكسجين من مغذية الغلاية قبل دخولها الغلاية. منشآت المنخفضة والضغط المتوسط المُغذَّاة ببخار مُشبع من غلاية نوع غلاف ستعمل بشكل مُرضٍ مع خزان تغذية مُصمَّم بعناية يتضمن غازاز جوي (يُسمى غازاز نصف إزالة). تُزال أي آثار متبقية من الأكسجين بكيميائيات، وهذا عادة مجدٍ اقتصاديًا لهذا النوع من منشآت البخار. ومع ذلك، لغلايات الأنبوب المائي عالية الضغط ومنشآت البخار التي تتعامل مع بخار مُسخَّن زائدًا، من الضروري أن يكون مستوى الأكسجين في ماء الغلاية أقل بكثير (عادة أقل من سبعة أجزاء لكل مليار - 7 ppb)، لأن معدل الهجوم بسبب الغازات المُذابة يزداد بسرعة مع درجات الحرارة الأعلى. لتحقيق مثل هذه المستويات المنخفضة من الأكسجين، يمكن استخدام غاززات مُضغوطة.
إذا سُخِّن المغذية إلى درجة حرارة إشباع 100 درجة مئوية في خزان تغذية جوي، تكون كمية الأكسجين الموجودة في الماء نظريًا صفر؛ على الرغم من أن في الممارسة العملية، من المرجح أن تبقى كميات صغيرة من الأكسجين. من الواضح أيضًا أن فقدان البخار من خزان تغذية مُهوى سيكون مرتفعًا جدًا وغير مقبول اقتصاديًا، وهذا هو السبب الرئيسي لاختيار غاززات مُضغوطة لمنشآت أعلى ضغط تعمل عادة فوق 20 بار ضغط زائد.
غالبًا ما يُصمَّم الغازاز المُضغوط للعمل عند 0.2 بار ضغط زائد، يُعادل درجة حرارة إشباع 105 درجة مئوية، وعلى الرغم من أن كمية معينة من البخار ستُفقَد إلى الغلاف الجوي عبر تهوية مُخنقة، سيكون الفقد أقل بكثير من خزان تغذية مُهوى.
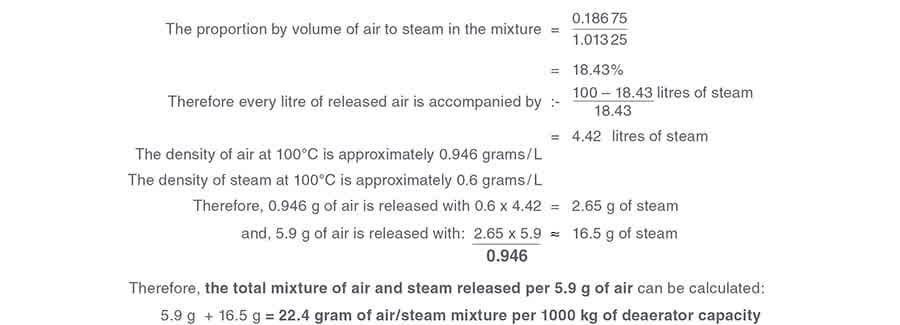
ليس فقط الأكسجين الذي يحتاج طرد؛ غازات غير مُكثفة أخرى ستُطرد في نفس الوقت. لذلك سيُفرَّغ الغازاز مكونات أخرى من الهواء، بشكل أساسي النيتروجين، مع كمية معينة من البخار. لذلك يتبين أن معدل طرد الهواء من الماء يجب أن يكون أعلى من 2.3 غرام أكسجين لكل 1,000 كجم ماء. في الواقع، كمية الهواء في الماء عند 80 درجة مئوية تحت الظروف الجوية هي 5.9 غرام لكل 1,000 كجم ماء. لذلك، يُطلب طرد 5.9 غرام هواء لكل 1,000 كجم ماء لضمان إطلاق كمية 2.3 غرام أكسجين المطلوبة. مع خلط هذا الهواء مع البخار في الفراغ فوق سطح الماء، الطريقة الوحيدة لطرده من الغازاز هي بالتزامن مع إطلاق البخار.
كمية خليط البخار/الهواء الذي يحتاج طرد يمكن تقديره من خلال تأثيرات قانون دالتون للضغوط الجزئية وقانون هنري.
تفكر في جدوى تركيب غازاز. قبل التركيب، تُغذَّى منشأة الغلاية بمغذية من خزان تغذية مُهوى يعمل عند 80 درجة مئوية. هذا يعني في الأساس أن كل 1,000 كجم مغذية يحتوي 5.9 غرام هواء. الغازاز المُقترح سيعمل عند ضغط 0.2 بار ضغط زائد، يُقابل درجة حرارة إشباع 105 درجة مئوية.
افترض إذن أن كل الهواء سيُطرد من الماء في الغازاز. يتبين أن التهوية يجب أن تطرد 5.9 غرام هواء لكل 1,000 كجم سعة مغذية.
افترض أن الهواء المُطلَق من الماء يُمزج مع البخار فوق سطح الماء. على الرغم من أن ضغط تشغيل الغازاز 0.2 بار ضغط زائد (1.2 بار مطلق)، قد تكون درجة حرارة خليط البخار/الهواء 100 درجة مئوية فقط.
 لذلك، من قانون دالتون:-
لذلك، من قانون دالتون:-
لو كان الفراغ البخاري في الغازاز مملوء ببخار نقي، سيكون ضغط البخار 1.2 بار مطلق. بما أن الفراغ البخاري لديه درجة حرارة فعلية 100 درجة مئوية، الضغط الجزئي المُسبب بواسطة البخار هو فقط 1.01325 بار مطلق.
الضغط الجزئي المُسبب بواسطة الغازات غير المُكثفة (الهواء) هو إذن الفرق بين الرقمَين = 1.2 - 1.01325 = 0.18675 بار مطلق.
 ومع ذلك:
ومع ذلك:
- لأنه لا توجد طريقة سهلة لقياس درجة حرارة التصريف بدقة؛
- لأنه فرق ضغط صغير فقط بين الغازاز والضغط الجوي؛
- لأن معدلات التهوية صغيرة جدًا، …نادرًا ما يُصادف آلية تهوية تلقائية على أنابيب تهوية الغازاز، وتُنجز المهمة عادة بصمام كروي يدوي الضبط، أو صمام إبرة، أو لوح ثقوب. من المهم أيضًا تذكر أن الهدف الأساسي للغازاز هو إزالة الغازات. من الضروري، بمجرد فصلها، أن تُفرَّغ هذه الغازات بأسرع ما يمكن، وقبل أي فرصة لإعادة الامتصاص. على الرغم من أن النظرية تقترح أن 22.4 غرام خليط بخار/هواء لكل طن سعة غازاز مطلوب، في الممارسة العملية هذا مستحيل مراقبته أو تنظيمه بنجاح. لذلك، بناءً على الخبرة العملية، يميل مُصنِّعو الغاززات إلى التوصية بمعدل تهوية بين 0.5 إلى 2 كجم خليط بخار/هواء لكل 1,000 كجم/ساعة سعة غازاز ليكون على الجانب الآمن. يُقترح أخذ نصيحة مُصنِّع الغازاز في هذه المسألة. طريقة نموذجية للتحكم في معدل التهوية هي استخدام صمام كروي بخاري DN20 بتصنيف ضغط مناسب، يمكن تأمينه في وضع مفتوح جزئيًا.
 المعاملات التشغيلية النموذجية لغازاز مُضغوط
المعلومات التالية نموذجية وأي تركيب فعلي قد يختلف عن التالي بعدة طرق لتناسب المتطلبات الفردية لتلك المنشأة:
المعاملات التشغيلية النموذجية لغازاز مُضغوط
المعلومات التالية نموذجية وأي تركيب فعلي قد يختلف عن التالي بعدة طرق لتناسب المتطلبات الفردية لتلك المنشأة:
- ضغط التشغيل عادة حوالي 0.2 بار (3 رطل/بوصة مربعة)، يُعطي درجة حرارة إشباع 105 درجة مئوية (221 درجة فهرنهايت).
- سيعتوي الوعاء بين 10 إلى 20 دقيقة تخزين ماء للغلاية عند الحمل الكامل.
- ضغط إمداد الماء إلى الغازاز يجب أن يكون على الأقل 2 بار لضمان توزيع جيد عند الفوهة.
- هذا يُشير إما إلى ضغط خلفي على مصائد البخار في المنشأة أو الحاجة لإرجاع مكثفات مُضخوخ.
- ضغط إمداد البخار إلى صمام تحكم الضغط سيكون في نطاق 5 إلى 10 بار.
- أقصى تخفيض على الغازاز سيكون حوالي 5:1.
- عند معدلات تدفق أقل من هذا من العملية، قد لا يكون هناك ضغط كافٍ لإعطاء رش جيد مع مُوزِّعات الماء من نوع الفوهة أو الرش.
- يمكن التغلب على هذا بوجود أكثر من قبة على الوحدة. السعة الإجمالية للقباب تساوي تصنيف الغلاية، لكن قبة واحدة أو أكثر قد تُغلق عند أوقات الطلب المنخفض.
- قد يُطلب تسخين في منطقة تخزين الوعاء لظروف البدء؛ قد يكون بلفائف أو حقن مباشر.
- ومع ذلك، نوع المنشأة الأكثر احتمالاً لتركيب غازاز مُضغوط سيكون في تشغيل مستمر وقد يconsider المُشغِّل الأداء المنخفض أثناء البدء البارد偶尔 مقبولًا. تصميم الوعاء والمواد والتصنيع والبناء والشهادة سيكون متوافقًا مع معيار مُعترف به، مثل: في المملكة المتحدة المعيار هو PD 5500. عند التوازن الحراري للغازاز (لكن ليس دائمًا) سيُحسب على زيادة 20 درجة مئوية في درجة حرارة الماء الداخل. من الطبيعي تزويد الغازاز بماء عند 85 درجة مئوية. إذا كانت درجة حرارة الماء الداخل أعلى بشكل ملحوظ من هذا، فستكون كمية البخار المطلوبة لتحقيق الضغط المُحدد أقل. هذا بدوره يعني أن صمام البخار سيُخنق وربما يكون تدفق البخار منخفضًا جدًا لضمان تشتت مناسب عند فوهة البخار. هذا قد يشير إلى أنه، مع نسبة عالية جدًا من المكثفات المُعادة، قد يُطلب إجراء بديل لحدوث إزالة غازات صحيحة. في هذه الحالة، قد يُحسب التوازن الحراري للغازاز بمعاملات مختلفة، أو قد يعمل الغازاز عند ضغط أعلى.
التكلفة والتبرير
التكلفة والتبرير
التكلفة لا توجد تكلفة طاقة إضافية مرتبطة بتشغيل غازاز، وكمية البخار القصوى المُصدَّرة إلى المنشأة هي نفسها مع أو بدون الغازاز، لأن البخار المُستخدم لرفع درجة حرارة المغذية يأتي من إنتاج الغلاية الأعلى. ومع ذلك:
- سيكون هناك فقدان حرارة من الغازاز (سيُقلَّل بالعزل المناسب).
- توجد التكلفة الإضافية لتشغيل مضخة النقل بين خزان التغذية والغازاز.
- يُفقد بعض البخار مع الغازات غير المُكثفة المُفرَّغة. التبرير الأسباب الرئيسية لاختيار غازاز مُضغوط هي:
- تقليل مستويات الأكسجين إلى الحد الأدنى (< 20 جزء لكل مليار) بدون استخدام كيميائيات. هذا سيُلغي التآكل في نظام تغذية الغلاية.
- يمكن تحقيق توفير في التكلفة فيما يتعلق بالكيميائيات - هذا الحجة تصبح أكثر صحة على غلايات الأنبوب المائي الكبيرة حيث تكون معدلات التدفق عالية، ومستويات TDS المنخفضة (< 1,000 ppm) يجب الحفاظ عليها في مغذية الغلاية.
- الكيميائيات المُضافة للتحكم في محتوى الأكسجين في ماء الغلاية ستتطلب هي نفسها تفريغ. لذلك بتقليل/إلغاء إضافة الكيميائيات، سيُقلَّل معدل التفريغ مع توفيرات مرتبطة.
- لمنع التلوث حيث يكون البخار في تلامس مباشر مع المنتج، مثل: أغذية أو لأغراض تعقيم.
التوازن الحراري للغازاز
التوازن الحراري للغازاز
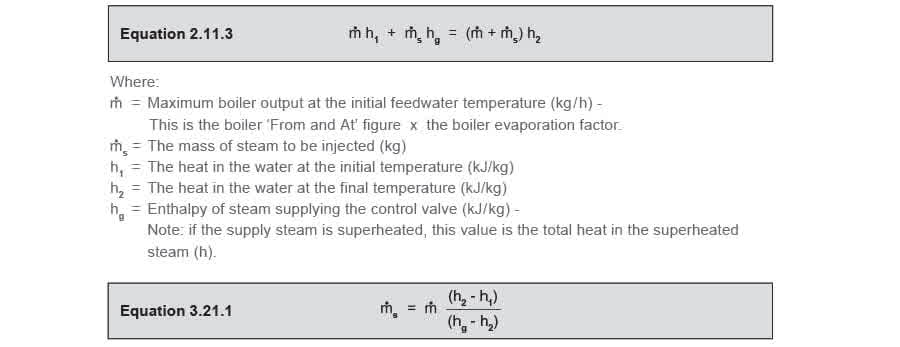
لتمكين تصميم نظام صحيح وتحديد حجم صمام إمداد البخار، من المهم معرفة كمية البخار المطلوبة لتسخين الغازاز. هذا البخار يُستخدم لتسخين المغذية من درجة الحرارة المعتادة قبل تركيب الغازاز إلى درجة الحرارة المطلوبة لتقليل الأكسجين المُذاب إلى المستوى المطلوب. يُحسب معدل تدفق البخار المطلوب بوساطة توازن كتلة/حرارة. توازن الكتلة/الحرارة يعمل على مبدأ أن كمية الحرارة الأولية في المغذية، بالإضافة إلى الحرارة المُضافة بواسطة كتلة البخار المُحقن يجب أن تساوي كمية الحرارة النهائية في المغذية بالإضافة إلى كتلة البخار الذي تكثف خلال العملية. المعادلة 2.11.3 هي معادلة توازن الكتلة/الحرارة المُستخدمة لهذا الغرض.